
Winter Pothole Treatments for Local Roads
Prepared by:
Munir D. Nazzal
Sk. Abu Talha
Ahmad Al-Hosainat
Hamza Mukhtar
Ala R. Abbas
Prepared for:
Ohio’s Research Initiative for Locals
The Ohio Department of Transportation,
Office of Statewide Planning & Research
Project ID Number 112682
May 2022
Final Report
1. Report No.
2. Government Accession No.
3. Recipient's Catalog No.
FHWA/OH-2022-17
4. Title and Subtitle
5. Report Date:
Winter Pothole Treatments for Local Roads
May 2022
6. Performing Organization Code
7. Author(s)
8. Performing Organization Report No.
Munir D. Nazzal, Sk. Abu Talha, Ahmad Al-Hosainat, Hamza
Mukhtar, and Ala Abbas
9. Performing Organization Name and Address
10. Work Unit No. (TRAIS)
University of Cincinnati
Department of Civil and Architectural Engineering and
Construction Management
Cincinnati, Oh 45221-0071
11. Contract or Grant No.
34876
12. Sponsoring Agency Name and Address
13. Type of Report and Period Covered
Ohio Department of Transportation
1980 West Broad Street, MS 3280
Columbus, Ohio 43223
Final Report
14. Sponsoring Agency Code
15. Supplementary Notes
16. Abstract
This report summarizes the results of a study was conducted to identify efficient and cost-effective pothole patching
treatments and provide recommendation for optimal methods and materials that various Local Public Agencies (LPAs) can
use to enhance the performance and longevity of pothole patches installed during the winter season. To achieve these
objectives, a survey of LPAs in Ohio and nationally and a comprehensive literature review were performed to identify the
best methods and materials used for winter pothole patching. A comprehensive field-testing plan was developed to evaluate
the identified methods and materials. The testing plan considered different factors pothole patching methods and/or materials
combination, pothole size and depth, pavement structure type, type of road and traffic, and climate region and weather. A
total of 686 patches were installed as part of the testing plan in different LPAs in Ohio using the considered method and
materials and their combination. In addition, the patches performance and longevity were monitored. Data mining techniques
were employed in order to identify the factors that dictates the patch performance. In addition, survival analysis was
conducted to determine the expected lifetime of the different patching methods/materials combinations. Finally, cost analysis
was conducted to determine the life cycle cost of the different patching methods/materials combinations
The results of this study indicated that the overall performance of the patch was dependent on number of factors, including:
patching materials, patching methods, pothole size, pothole depth as well as environmental factors such as number of freezing
days below 26°F and number of days to experience first snow fall after patch installation. The results of survivability analysis
indicated that both patching materials and method have significant effect on the longevity of the patch. The results of cost
analysis indicated that the throw and roll with certain cold mixes types were the most cost effective when used for patching
potholes on residential streets. In addition, for the arterial streets, certain cold mix types and hot recycled mix with throw
and roll-tamper method were the most cost-effective combinations. Based on the results of this study, a decision tree was
developed to select the optimal repair methods and materials combination for winter pothole patches on local roads.
Furthermore, detailed procedures for performing repairs using different patching methods were also provided.
17. Keywords
18. Distribution Statement
Potholes, cold mix, patching, survivability
No restrictions. This document is available to
the public through the National Technical
Information Service, Springfield, Virginia
22161
19. Security Classification (of
this report)
20. Security Classification
(of this page)
21. No. of Pages
22. Price
Unclassified Unclassified 112
Winter Pothole Treatments for Local Roads
Prepared by:
Munir D. Nazzal, Ph.D., P.E.
Sk. Abu Talha
Ahmad Al-Hosainat
Hamza Mukhtar
Department of Civil and Architectural Engineering and Construction Management,
University of Cincinnati,
Cincinnati, OH 45221
and
Ala Abbas
Department of Civil Engineering
University of Akron, Akron, OH
May 2022
Prepared in cooperation with the Ohio Department of Transportation, and the U.S. Department of
Transportation, Federal Highway Administration
The contents of this report reflect the views of the author(s) who is (are) responsible for the facts
and the accuracy of the data presented herein. The contents do not necessarily reflect the
official views or policies of the Ohio Department of Transportation, Ohio’s Research Initiative
for Locals, or the Federal Highway Administration. This report does not constitute a standard,
specification, or regulation.
Acknowledgments
The researchers would like to thank the Ohio Department of Transportation, Ohio’s
Research Initiative for Locals, and the Federal Highway Administration for sponsoring this study.
The researchers would like also to thank the technical liaisons: Mr. Frank Williams, Mr. James
Young, Mr. Greg Butcher, Mr. James Cook, Mr. Jacob Lautanen, Mr. Brian Thomas, Mr. Leo
Ross, and Mr. Warren Schlatter. Finally, the researchers would like to express their appreciation
to Ms. Vicky Fout for her time and assistance.
TABLE OF CONTENTS
Executive Summary ..................................................................................................................1
1. Project Background ...............................................................................................................3
2. Research Context ..................................................................................................................4
3. Research Approach ...............................................................................................................5
3.1 Evaluate LPAs Current Practices for Pothole Patching ..............................5
3.2 Identify New Patching Methods and Materials ....................................5
3.3 Develop a Matrix of Pothole Patching Processes and Materials ................6
3.4 Conduct Training for LPA ....................................................................8
3.5 Development of Interactive Database .........................................................8
3.5 Document Patches Installation and Conduct Field Evaluation .............8
3.6 Performance Data Collection .....................................................................8
3.6 Conduct Data Analysis .........................................................................9
3.7 Conduct Cost Effectiveness Analysis ...................................................9
4. Research Findings and Conclusions .....................................................................................10
5. Recommendations for Implementation .................................................................................11
6. References .............................................................................................................................15
Appendix A. Evaluate LPAs Current Practices for Pothole Patching ......................................16
Appendix B Literature Review .................................................................................................30
Appendix C Testing Program Data Collection and Analysis ...................................................55
Appendix D Results of Data Analysis ......................................................................................68
Appendix E: A Guide for Winter Pothole patching ..................................................................103
List of Figures
Figure 1. Location of all the patches installed for this study ………………………..…………. 7
Figure 2. Recommended decision tree for selection of patching methods and materials
combination …………………………………..………………………………………………… 12
Figure 3. Recommended simplified decision tree for selection of patching methods and materials
combination…………………………………..………………………………………………… 13
List of Tables
Table 1. Patching Method/Material Combinations Evaluated……………………..…………. 5
1
Winter Pothole Treatments for Local Roads
Executive Summary
This report summarizes the results of a study was conducted to identify efficient and cost-effective
pothole patching treatments and provide recommendation for optimal methods and materials that
various Local Public Agencies (LPAs) can use to enhance the performance and longevity of
pothole patches installed during the winter season. To achieve these objectives, a survey of LPAs
in Ohio and nationally and a comprehensive literature review were performed to identify the best
methods and materials used for winter pothole patching. A comprehensive field-testing plan was
developed to evaluate the identified methods and materials. The testing plan considered different
factors pothole patching methods and/or materials combination, pothole size and depth, pavement
structure type, type of road and traffic, and climate region and weather. The considered patching
methods included: throw and roll-tamper, throw and roll-truck tire, throw and roll-roller, and spray
injection. In addition, the patching materials selected in the testing plan included: hot recycled
mix, hot mix asphalt, and cold mix materials identified based on the conducted survey (Unique
Paving Material (UPM), HEI-WAY, and Perma-Patch). A total of 686 patches were installed as
part of the testing plan in different LPAs in Ohio using the considered method and materials and
their combination. In addition, the patches performance and longevity were monitored. Data
mining techniques were employed in order to identify the factors that dictates the patch
performance. In addition, survival analysis was conducted to determine the expected lifetime of
the different patching methods/materials combinations. Finally, cost analysis was conducted to
determine the life cycle costs of the different patching methods/materials combinations
The results of this study indicated that the overall performance of the patch was dependent on
number of factors, including: patching materials, patching methods, pothole size, pothole depth as
well as environmental factors such as number of freezing days below 26°F and number of days to
experience first snow fall after patch installation. UPM and HEI-WAY cold mixes had the best
performance among all patching materials considered when used with the different throw and roll
methods considered. Spray injection method also resulted in good performing patches. However,
the overall performance was dependent on the ratio of emulsion to aggregates. The performance
of both hot mix and hot recycled mix was dependent on patching technique. Good performance
was observed when patched with roller and poor performance was observed when tamper was used
for patching. This may suggest that hot mix and hot recycled mix should only be used for patching
when a roller is available to the agency. The results of survivability analysis indicated that both
patching materials and method have significant effect on the longevity of the patch. The use of
UPM and HEI-WAY cold mixes resulted in the best longevity when patched with the different
throw and roll methods. Satisfactory service life was observed for both hot mix and hot recycled
mix when roller was used. However, the service life was reduced significantly when a tamper was
used. Spray injection, in general, showed good service life. However, this depended on the
emulsion to aggregate ratio in patching mix. The results of cost analysis indicated that the throw
and roll-tamper and truck tire with UPM cold mix and throw and roll-truck tire with HEI-WAY
cold mix were the most cost effective when used for patching potholes on residential streets. In
addition, for the arterial streets, UPM, HEI-WAY and hot recycled mix with throw and roll-tamper
method were the most cost-effective combinations for the analysis period of six months. However,
for the analysis periods of 12 and 18 months, UPM and HEI-WAY cold mixes with tamper were
2
found to be the most economical combinations followed by UPM and HEI-WAY cold mixes with
truck tire for patching pothole on arterial streets. Based on the results of this study, a decision tree
was developed to select the optimal repair methods and materials combination for winter pothole
patches on local roads. Furthermore, detailed procedures for performing repairs using different
patching methods were also provided.
3
1. Project Background
Potholes are one of the most aggravating forms of pavement deterioration because of the
danger they pose to the travelling public and the potential damage they can cause to vehicles.
Despite all measures taken by local public agencies (LPAs), the development of potholes is
inevitable, which presents a challenge to these agencies. Pothole patching is the most common
pavement maintenance operation used to remedy the presence of potholes. Different methods are
used for pothole patching. The throw-and-go as well as the throw-and-roll are the most widely
used patching methods. The throw-and-roll method, can be effective if done properly and
performed using hot mix asphalt (1). However, potholes generally form during the winter months
due to freeze-thaw cycles. Since most asphalt plants are closed in wintertime, cold asphalt mixtures
are typically used instead of hot mix asphalt. The use of cold mixtures may result in reduced
adhesion to the existing pavement material, which significantly affects the patch performance and
longevity. Several alternative methods have been developed and used to enhance the longevity of
patches (2). However, these methods require additional equipment, materials, time and labor to
perform. The spray injection and semi-permeant methods are examples of alternative methods that
have been used for pothole patching. A tow-behind combination infrared asphalt heater/reclaimer
is another alternative patching method that has been explored by some local public agencies in
other states such as the Town of Enfield in New Hampshire, the City of Parkersburg in West
Virginia, and the City of Odessa in Missouri. Some cities in Ohio such as the City of Columbus
and the City of Cleveland as well as some ODOT county garages have also used an asphalt recycler
to obtain hot mix asphalt during winter time (1, 3). Previous studies showed that recyclers that use
indirect heating can be utilized to produce good quality patching mixes particularly when
rejuvenators are used (3).
There are a number of factors that need to be evaluated when selecting the optimal patching
method to be used by an LPA including: street classification, traffic flow, available traffic control
measures, pothole location, weather conditions, productivity of patching method, patch initial and
life cycle costs, patch life span, the size of the pothole, the time patching is required, distances
between potholes, required materials availability, LPA resources, and required equipment cost.
Street classification, traffic control, traffic flow, and pothole location are important factors that
dictate the amount of time that is available to patch, which in many cases determines the patching
methods that can be used. For example, for local roads with relatively high traffic, where traffic
control is difficult and the time for installing the pothole is limited, the patching method with the
best productivity and least traffic control requirements is typically selected.
Cost also plays an important role in the selection of the pothole patching method. The
selection should not depend only on the initial cost but rather on the life cycle cost. The life cycle
cost accounts for the initial installation cost as well as the cost incurred during the service life of
the patch. The initial cost might be higher due to using a specialized equipment or more expensive
repair materials. However, these methods and materials can improve the performance and
longevity of pothole patches, which reduces or eliminates the costs associated with re-patching
and enhances the safety conditions by allowing less crew time in traffic. There are also some pieces
of equipment that can reduce the cost of repair materials while enhancing the longevity of the
patch. However, the resources and budget limitation that might prevent certain LPAs from
purchasing additional equipment needed, particularly expensive ones, should be always considered
when selecting the optimal patching methods. For some LPAs, the use of more expensive materials
4
or an improved process of a traditional method, that does not require any special equipment and
can improve the patches service life, might be a better option.
As there are new patching methods and materials that might be available in the market but
not used or evaluated by LPAs, research is needed to identify cost-effective and efficient methods
and materials to be used in patching potholes on local roads and evaluate their advantages and
disadvantages for the different types of LPAs. In addition, limited research has been done to
evaluate current processes followed by LPAs for installing patches using traditional methods such
as the throw-and-roll. This is important, as modifications of such processes might result in
enhancing the patches performance and longevity without the need to use special equipment. This
study will identify and evaluate the cost-effectiveness of methods and materials for use in winter
pothole patching to determine the optimal repair methods and materials for the various LPAs (i.e.
cities, counties, townships) with different resources, budgets and access to materials. The study
will also identify the proper procedure, materials, quality control measures that should be used to
ensure the optimal usage of the different patching methods. The main outcome of this study is to
provide LPAs in Ohio with cost-effective and long-lasting solutions for potholes.
2. Research Context
The overall goal of this project is to identify efficient and cost-effective pothole patching
treatments and provide recommendation for optimal methods and materials that various LPAs can
use to enhance the performance and longevity of pothole patches installed during the winter
season. The specific objectives of this study:
• Determine current practices for winter pothole patching among LPAs in Ohio.
• Identify best practices for different pothole patching methods used by LPAs particularly
for traditional methods such as the throw-and-roll.
• Identify new materials and methods that are currently available for the repair of potholes.
• Propose various solutions to pothole repairs that may include improvements to current
processes such as, but not limited to: type of material used, amount of materials used,
appropriate level of compaction needed, etc.
• Evaluate how the proposed solutions compare to current practices taking into
consideration items such as, but not limited to: application, availability of materials, cost.
• Identify the top 8 process and/or materials for the most effective pothole patching on the
local transportation system.
• Develop a plan for field testing of proposed solutions that can be implemented by local
public agencies.
• Develop and provide training to local road crews on new patching methods as well as on
data collection protocols for field testing.
• Compare the productivity, longevity, and cost-effectiveness of different identified methods
under climatic conditions prevalent in the Ohio.
• Determine the advantages and limitations of evaluated methods.
• Provide recommendations on pothole patching methods and materials to be used by
different LPAs.
The following task were conducted to achieve the objectives of this study:
5
Task 1. Evaluate LPAs Current Practices for Pothole Patching
Task 2. Identify new Patching Methods and Materials
Task 3. Develop a Matrix of Pothole Patching Processes and Materials
Task 4. Design a Field-Testing Plan
Task 5. Develop Data Collection Protocol for field testing
Task 6. Conduct Training for LPA
Task 7. Document Patches Installation and Conduct Field Evaluation
Task 8. Conduct Data Analysis
Task 9. Conduct Cost Effectiveness Analysis
Task 10. Prepare and Submit Report
3. Research Approach
3.1 Evaluate LPAs Current Practices for Pothole Patching
In this task, the research team evaluated current LPAs practices for winter pothole patching.
To achieve that, an online survey was conducted to gather information and seek details from
different LPAs in Ohio on the current methods and materials they use for pothole patching. In
addition, phone interviews with selected LPA was conducted if more information or any
clarifications are needed regarding responses to the survey questions. The research team ensured
that the survey included clear, concise, and well-targeted questions. The information to be
collected in this survey included: the methods used for winter patching of potholes, average
service life and survival rate of patches installed using the different methods, most common
patching materials, steps and measures used to enhance the patch performance, factors that were
found to affect patch performance, factors used to select the patching method used, typical size of
pothole, and average cost and duration for pothole patching installation. In addition, the survey
was also used to identify LPAs that are willing to participate in this study.
The results of this survey was used to identify current LPAs practices for pothole patching
as well as new patching methods and materials that were explored and were found viable. In
addition, the survey was used to identify the best LPA practices used for pothole patching.
3.2 Identify New Patching Methods and Materials
In this task, a comprehensive literature review was performed to identify new methods and
materials used for winter pothole patching. Special attention was on studies conducted by local
public agencies with similar climatic conditions to those in Ohio. This task was also used to
identify best practices and materials used for common pothole patching methods (i.e. throw-and-
go, throw-and-roll, and spray injection) and improvements to current LPA patching practices that
can help in extending the life span of patches. The literature search included, but was not limited
to, standard methods such as TRIS, COPENDEX, NTIS, as well as consulting with domestic and
national experts in the field. In addition, the research team used their extensive contacts, both
domestic and abroad, to find data and pertinent citations that have not been formally published on
this topic.
The research team also conducted in this task a comprehensive online survey to gather information
from local public agencies in surrounding states having prevailing weather and traffic conditions
similar to that in Ohio. The survey sought information about the cost-effective and innovative
winter pothole patching methods/practices and materials that have been successfully used by these

6
agencies, which resulted in enhancing the performance and longevity of winter pothole patches.
The survey also collected the following information about these methods: initial and operational
costs, productivity (repair time and number of persons needed) repair depth, cost of equipment
needed, pothole size range that can be repaired, and user experience, and special materials needed.
3.3 Develop a Matrix of Pothole Patching Processes and Materials
The results and findings obtained from the conducted surveys and literature review were used to
propose: 1- new methods and materials that can be used by LPAs for pothole patching, and 2-
improvements to current practices of a traditional method (such as the type of patching mix,
patching procedure, properties of patching mix, and appropriate level of compaction needed, etc.).
Based on that, the proposed new methods/materials and improvements to current processes were
evaluated and compared to current LPA practices for winter pothole patching. The factors that
were considered in this evaluation included: productivity (time and number of persons needed to
patch a pothole), cost of materials, cost of any additional equipment needed, labor cost, patch life
span, traffic control requirements, applications limitations, any required conditions, availability of
materials, and ease of implementation into current LPA operations. It is noted that the total initial
and life cycle costs were computed and used in this evaluation.
Based on this analysis, the research team identified the best methods and/or materials (shown in
Table 1) combinations for the most efficient and cost-effective pothole patching on the local
transportation system.
Table 1. Patching Method/Material Combinations Evaluated
Throw
and Roll-
Roller
Throw and
Roll-
Tamper
Throw and
Roll-Truck
Tire
Spray
Injection
HEI-WAY Cold Mix
X
X
X
-
UPM Cold Mix
X
X
X
-
Perma-Patch Cold Mix
X
X
X
-
Hot Mix Asphalt
X
X
-
-
Hot Recycled Mix
X
X
-
-
MWS-90 & Lime Stone-8
-
-
-
X
MWS-90 & Lime Stone-9
-
-
-
X
RS-2 & Lime Stone -8
-
-
-
X
3.3 Design a Field-Testing Plan
A field-testing plan was developed to evaluate the productivity, life span, performance,
cost-effectiveness, and limitations of the identified pothole patching methods and/or materials
combination. The research team identified potential LPAs for this evaluation to ensure that all the
main factors affecting the winter pothole patching process and performance were considered. At
this stage, the research team identified the following factors that were considered in the field
evaluation:
1. Pothole patching methods and/or materials combination: four winter pothole patching
techniques were considered, including throw and roll-tamper, throw and roll-truck tire,
throw and roll-roller, and spray injection.
Methods
Materials

7
2. Patching material properties: the effect of patching material types and properties was be
evaluated.
3. Pothole size and depth: potholes with different dimensions (length, width and depth) were
included in the testing plan to evaluate the benefits and limitations of the various patching
methods.
4. Pavement structure type: potholes in flexible as well as rigid pavements were evaluated.
5. Type of road and traffic: roads with different classification (e.g., arterial, collector, and
residential) and average daily traffic were considered.
6. Climate region and weather: climate is considered as an important factor which
influences the construction and performance of the patches; therefore, Ohio was divided
into two regions based on climate (e.g., North and central Ohio) and sites from each region
were selected. It is noted that the testing plan was designed so that the patches undergo
different freeze times (the number of days when the air temperature was lower than the
freezing point) to evaluate the effect of that on the patching longevity.
The research team considered geographical sampling in the matrix. To this end, the research team
worked with LPAs in different regions so that the various patching methods/materials were used
in different geographical regions and field conditions, which allowed direct comparison of those
methods under various field and weather conditions. It is noted that to ensure the adequacy and
completeness of the field-testing plan, statistical aspects were considered in planning and selection
of test sites. To incorporate all the factors mentioned above, the research team developed a plan
which included a total of 686 pothole patches. The patches were installed on a total of 36 streets
located in four different LPAs located in central and north Ohio. Figure 1 shows the location of all
the patches installed for the purpose of this study. The detailed experimental plan is discussed in
section C.1.1 through C.1.4 in Appendix C.
Figure 1. Location of all the patches installed for this study
8
3.4 Conduct Training for LPA
Once the field-testing plan is developed and approved, a training session was held for maintenance
staff in different participating LPA. The purpose of this session was to educate the attendees on
the different methods/materials that were used for pothole patching in this study. The research
team provided the attendees with: the step-by step procedure for performing each method, proper
measures to be taken to ensure the patch properly installed, materials specifications and storage
and handling requirements, as well as factors to be considered when installing patches. In addition,
this session intended to train LPA on data collection protocols to document the installation of
pothole patches as well as how to perform the periodic field evaluations and use the developed
database to store the different types of data. The research team also provided the participating
LPAs with a booklet illustrating the steps that they would follow during the installation of the
patches with different patching techniques. A photo of the booklet is provided in section C.4 in
Appendix C.
3.5 Development of Interactive Database
An interactive database was developed to assist in collecting, storing, processing, and analyzing
the field data. This database was developed using online google cloud. Two cloud-based database
were created, namely (1) ORIL pothole installation database, and (2) ORIL pothole evaluation
database. The first database was linked to an interface developed with a cloud based google form,
namely, Installation Form, which consisted of all installation information and included the
following inputs: patch ID, whether or not it is a repatch, site location, pavement type, pothole
dimensions (width, length, depth), patching method, name(s) of person(s) recording the data, time
and date of installation, air and pavement temperatures, pavement condition, weather condition,
patching material type, temperature of patching material (at container), crew size, equipment used,
installation duration, compaction temperature immediately before compaction, picture before and
after the patch was installed, presence of water, use of tack coat and torch before patch installation.
These inputs were divided into three sections. Figure C.6 in Appendix C presents a screen shot of
all the sections of the installation form. The evaluation database was linked with another cloud
based google form, namely, Evaluation Form, which consisted of a table of the different types of
patch distresses along with their rating criterion developed in the Strategic Highway Research
Program (SHRP) studies (2). Figure C.7 in Appendix C presents a screen shot of the evaluation
form used in this study.
3.5 Document Patches Installation and Conduct Field Evaluation
The installation of the pothole repairs performed using the different patching processes and
materials was monitored and documented. The research team coordinated with participating LPAs
to ensure that the installation was properly done following the recommended procedure described
during the training. In addition, the research team properly labeled also installed patches. In
addition, photographs were taken for all potholes and the surrounding areas before, during, and
after installation of the patches. All patch installation information and pictures were uploaded to
the ORIL pothole installation Google database.
3.6 Performance Data Collection
Field Inspections were conducted periodically one week, one month, two months, four months, six
months, and eight months after the installation of the patches. During the evaluation, performance
based on several distresses were recorded, including bleeding, dishing, missing patch, edge
9
disintegration, raveling and cracking. Each patch was rated individually based on the distresses on
a scale of 0 to 4, where 4 means the patch performed excellent and 0 means the patch performed
poorly. Table C.5 presents the distresses for which the performance data were collected and their
corresponding rating criteria. The performance of the patch was rated based on visual inspection
except dishing, which was measured with a slide caliper every time during the inspection. Dishing
was measured at three equally spaced points both parallel and perpendicular to the traffic direction
and then the final dishing was the average of those measurements. Pictures were taken during the
survey to document the extent of distresses for future reference. The performance data and pictures
obtained for each patch during evaluation and were uploaded to the ORIL pothole evaluation
Google database.
3.6 Conduct Data Analysis
Comprehensive analyses were conducted on the obtained field data. The analyses of this study
were two folded: (1) to evaluate the factors affecting the performance of the patch, (2) to estimate
the expected lifetime of the patches installed with different combinations of methods/materials,
and (3) to measure the productivity of patches constructed using the different methods identified
in this study.
Each patch was rated using the obtained distress data based on the guidelines provided in
Table C.5 in Appendix C. Classification tree model was developed based on the obtained rating to
identify the factors affecting the pothole performance. The performance of the pothole was
measured based on four indices: dishing, missing patch, edge disintegration, and overall
performance. The overall performance of the pothole patches included distresses such as dishing,
edge disintegration, missing patch, and raveling. Other distresses such as bleeding and cracking
were rarely encountered during the eight months of the study. Therefore, such distress were
ignored from the data analyses. The classification tree illustrated the influence of different factors
and their interaction the performance of patch. Furthermore, the random forest classifier model
was also run to investigate the importance of different factors considered in this study. The results
obtained from classification tree model and random forest classifier are discussed and illustrated
in section D3 of Appendix D.
Survival analysis was conducted to quantify the longevity and determine the expected life
of patches installed using each of considered patching methods. The ‘Flexsurv’ procedure in
statistical software ‘R’ was be conducted on the collected data to determine the mean expected life
for patches constructed using the different methods evaluated. The ‘Flexsurv’ procedure computes
the non-parametric estimates of the survivor function by the Kaplan-Meier method (also called the
product-limit method). The survivor function is used to estimate the average survival time of the
patches installed using each of the method evaluated. In addition, Cox proportional hazard model
was run to analyze the hazard risk associated with each combination of method/materials. The
results of survival analysis are discussed in section D.4 of Appendix D.
Finally, the productivity of the patching method was determined based on patching time,
the size of the potholes data, and the crew size that were recorded during the installation of
patches.
3.7 Conduct Cost Effectiveness Analysis
A comprehensive analysis was conducted to evaluate the cost-effectiveness of each of the pothole
patching of methods for. The following costs and factors were considered in this analysis: Labor
costs, material costs, traffic control costs, user delay, productivity of the patching crew, equipment
10
costs, and life span of repairs. Information on these costs were collected from City of Columbus.
A similar approach as that developed and used as part of the SHRP program was utilized in this
study for estimating the cost of repairs performed using the different methods considered in this
study (4).
4. Research Findings and Conclusions
Appendices A, B, C, and D present a detailed summary of the results of tests and analyses
conducted in this study. The main findings of this phase are:
• The most common distresses in pothole patches during the eight months of evaluation were
dishing, edge disintegration, missing patch, and raveling.
• The results indicated that materials and patching methods are the most significant factors
affecting the dishing performance. The pothole dimension as well as the pavement type and
road category also affected the dishing performance.
• In general, Perma-Patch, and HEI-WAY cold mixes exhibited relatively higher dishing than
hot mix, hot recycled mix, and UPM cold mix, especially for larger and deeper potholes when
throw and roll tamper and truck tire were used. Higher dishing was also observed for the spray
injection method.
• The results suggested that the presence of missing patch and edge disintegration was mainly
affected by the patching method and material as well as pavement type. In addition, the number
of freezing days below 26°F and the number of days to experience first snow fall after patch
installation played significant role in predicting edge disintegration; especially when patches
were installed on concrete pavement.
• UPM cold mix showed the best performance in terms of missing patch and edge disintegration
followed by HEI-WAY cold mix and hot mix asphalt.
• UPM cold mix showed the best performance in terms of missing patch and edge disintegration
followed by HEI-WAY cold mix and hot mix. Patches installed with spray injection method
also showed very good performance. On the other hand, Perma-Patch, generic cold mix, and
hot recycled mix showed more severe levels of missing and edge disintegration than the rest
of the materials when the patches were installed with tamper or truck tire.
• The overall performance of the patch was dependent on number of factors, including: the
patching material, patching methods, pothole size, pothole depth as well as environmental
factors such as number of freezing days below 26°F and number of days to experience first
snow fall after installation.
• UPM and HEI-WAY cold mixes had the best overall performance for all throw and roll
methods. Spray injection method also resulted in good performing patches. However, the
overall performance was dependent on the ratio of emulsion to aggregates.
• The results indicated that Perma-Patch cold mix, hot recycled mix, and generic cold mix
showed poor overall performance, especially when patches were installed with either tamper
or truck tire.
• The performance of both hot mix and hot recycled mix was dependent on patching technique.
Good performance observed when patched with roller and poor performance was observed
when tamper was used for patching, which may suggest that hot mix and hot recycled mix
should only be used for patching when a roller is available to the agency.
11
• The occurrence of snow within two days of patching resulted in poor patch performance when
certain patching methods and materials were used.
• The results of survivability analysis indicated that both patching materials and method have
significant role on the longevity of the patch.
• The use of UPM and HEI-WAY cold mixes resulted in the best longevity when patched with
different throw and roll methods.
• Perma-Patch had the least service life; especially when used with tamper and truck tire.
• Satisfactory service life was observed for both hot mix and hot recycled mix when roller was
used. However, the service life was reduced significantly when a tamper was used, which may
suggest the compaction effort played significant role in determining the longevity of these
materials.
• Spray injection, in general, showed good service life. However, it depended on the emulsion
to aggregate ratio in patching mix.
• The results of cost analysis indicated that the throw and roll-tamper and truck tire with UPM
cold mix and throw and roll-truck tire with HEI-WAY cold mix were the most cost effective
when used for patching potholes on residential streets.
• For the arterial streets, UPM and HEI-WAY cold mixes as well as hot recycled mix with throw
and roll-tamper were the most cost-effective combinations for the analysis period of six
months. Other combinations such as UPM and HEI-WAY cold mixes with truck tire had
comparable life cycle cost and can be used alternatively.
• For the analysis period of 12 and 18 months, UPM and HEI-WAY cold mixes with tamper
were found to be the most economical combinations followed by UPM and HEI-WAY cold
mixes with truck tire for patching potholes on arterials streets.
• Spray injection and certain combination of throw and roll-roller and cold mix, such as throw
and roll-roller with UPM cold mix, were also found to be economically viable option for
analysis periods of 12 and 18 months. Therefore, these combinations can also be used as
alternatives, especially when an LPA is looking for patches with an expected service life of at
least 12 months.
5. Recommendations for Implementation
Based on the results of this study, it is recommended to:
• Follow the decision tree presented as Figure 2 or Figure 3 to select the optimal repair of
methods and materials combination for winter pothole patches.
• It is recommended to follow the procedures described in Appendix E when performing repairs
using different patching methods. In addition, it is recommended to also follow the guidelines
provided in Appendix E for storage and handling of patching material.
• Future research should evaluate the properties of the patching materials that affect the
performance and service life of the patch.
• Hot recycled mix seems to a cost-effective solution. However, further research is needed to
optimize the use of hot recycled mix for the use in pothole patching.
12

13

14

15
6. References
1. Nazzal, M. D., Kim, S. S., & Abbas, A. R. (2014). Evaluation of winter pothole patching
methods (No. FHWA/OH-2014/2). Ohio. Dept. of Transportation, Columbus, Oh.
2. Nazzal, M. D., Kim, S. S., & Abbas, A. (2017). Field Evaluation of Infrared Asphalt
Heater/Reclaimer Patching Method. Journal of Testing and Evaluation, 45(2), 564-573.
3. Nazzal, M., Saqer, H., Al-Khasweneh. (2020) Evaluate ODOT’s Current Berm Compaction
Process for Cost Effective Alternatives- report, Ohio. Dept. of Transportation, Columbus, Oh.
4. Wilson, T. P., and Romine, R., “Innovative Materials Development and Testing, Volume 2:
Pothole Repairs,” SHRP-H-353, Strategic Highway Research Program, National Research
Council, 1999.
5. A. Maher, N. Gucunski, W. Yanko, F. Petsi. “Evaluation of Pothole Patching Materials,” Final
Report, FHWA, New Jersey Department of Transportation, 2001.
6. McDaniel, R. S., Olek, J., Behnood, A., Magee, B., & Pollock, R. (2014). Pavement Patching
Practices (No. Project 20-05, Topic 44-04).
7. Abbas, A. R., Nazzal, M., Subedi, B., & Quasem, T. (2016). Optimization of Patching for
Spray Injection Equipment.
8. Paige-Green, P., Maharaj, A., & Komba, J. (2010).Potholes: Technical guide to their causes,
identification and repair. CSIR. Retrieved from http://www.csir.co.za/pothole_guides/
9. Wilson, T. P., and Romine, R., “Innovative Materials Development and Testing, Volume 1:
Pothole Repairs,” SHRP-H-353, Strategic Highway Research Program, National Research
Council, 1993.
10. Dong, Q., Huang, B., & Zhao, S. (2014). Field and laboratory evaluation of winter season
pavement pothole patching materials. International Journal of Pavement
Engineering, 15(4), 279-289.
16
Appendix A. Evaluate LPAs Current Practices for Pothole Patching
A.1 Ohio LPAs Survey Procedure Steps
The research team evaluated current Ohio LPAs practices for winter pothole patching. To
achieve that, the following steps were followed for conducting the survey: an online 24-question
survey was conducted to gather information and seek details from different LPAs in Ohio on the
current methods and materials they use for pothole patching. The survey was sent by Ohio LTAP
to all LPAs in Ohio on October 28
th
, 2020. In addition, phone interviews with selected LPA were
conducted if more information or any clarifications were needed regarding responses to the survey
questions. The research team ensured that the survey included clear, concise, and well-targeted
questions. The information collected in the survey included: the methods used for winter patching
of potholes, average service life and survival rate of patches installed using the different methods,
most common patching materials, steps and measures used to enhance the patch performance,
factors that were found to affect patch performance, factors used to select the patching method
used, typical size of pothole, and average cost and duration for pothole patching installation. In
addition, the survey was also used to identify LPAs in Ohio that were willing to participate in this
study.
A.2 Ohio LPAs Survey Results
A total of 101 responses were received from respondents covering different types of LPAs in
Ohio. Figure A.1 shows the different types of Ohio LPAs that were covered in the survey. The
results were analyzed and compiled for each LPA.
Figure A.1 also shows the answers to the Ohio survey questions regarding the type of LPAs
for each agency that responded to the survey (city, county, township, or village). It can be seen in
Figure A.1 that approximately 39% of the LPAs covered in the survey were counties, which
represent the higher percentage. About 34% of the LPAs were cities and 16% were townships. Just
around 8% were villages (3 LPAs). In addition, only one LPA was mentioned as other type of
LPAs (about 3%).
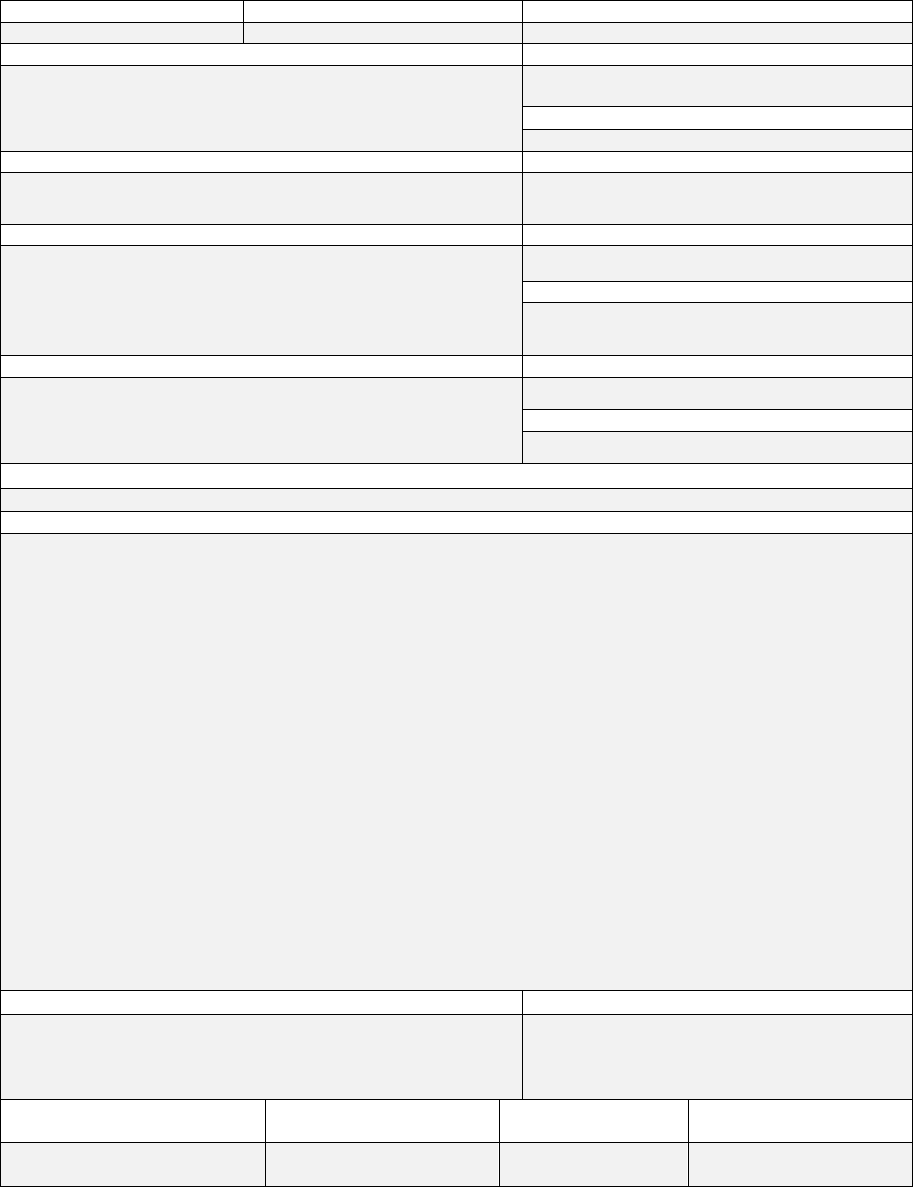
Figure A.2 presents responses on Ohio survey regarding main materials used for winter
potholes patching. Many respondents who answered this question indicated that they use generic
cold mix material for potholes patching, which represent the highest percentage of more than 43%
of the responses (57 respondents). Around 15% of the agencies (20 responses) indicated that they
use proprietary cold mixes for their potholes patching. Also, around 19% of the agencies (25
responses) indicated using aggregates and emulsion in their potholes patching practices. Around
14% of the agencies (19 responses) indicated using plant produced Hot Mix Asphalt (HMA) for
potholes patching. Just around 4% of the agencies indicated using either reclaimed HMA or other
materials in their patching practices (5 or 6 responses, respectively).
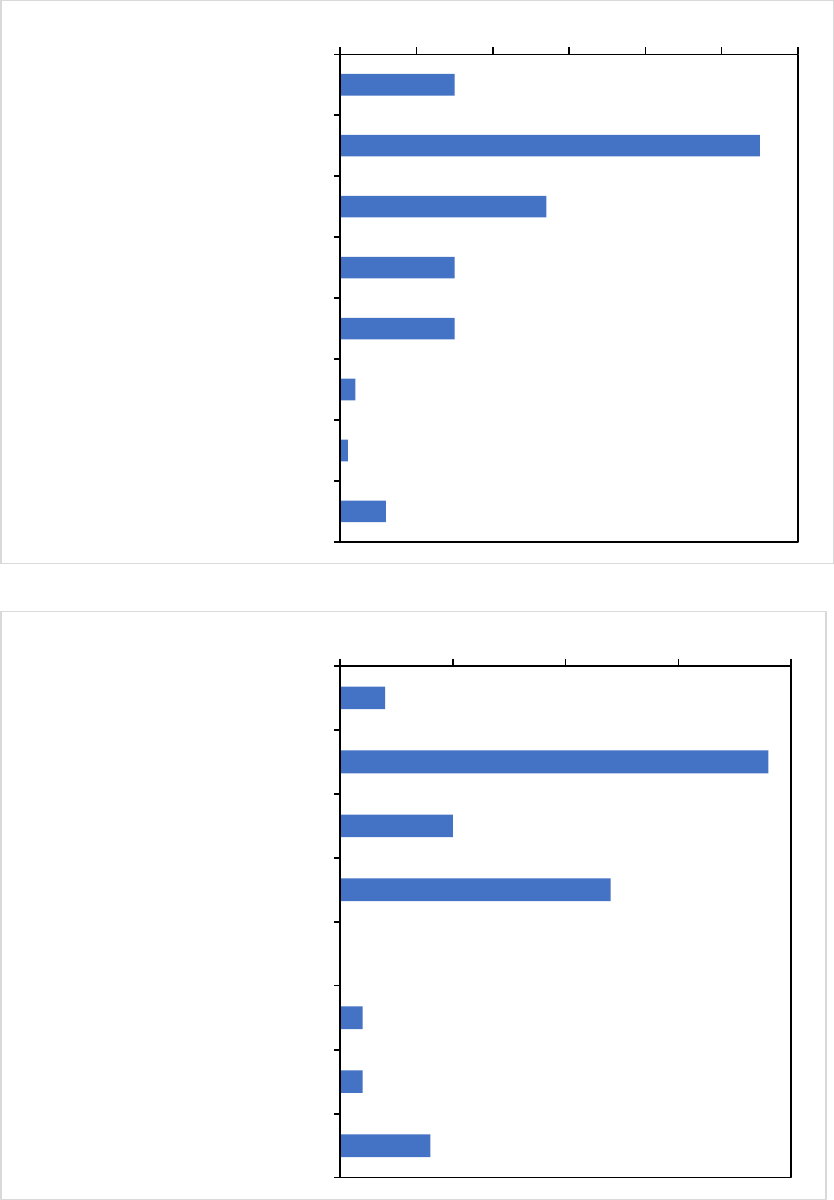
Figure A.3 presents responses on Ohio survey regarding their recommendation on main
materials to be used for winter potholes patching. Many respondents who answered this question
recommended using generic cold mix material for potholes patching, which represent the highest
percentage of more than 43% of the responses (30 respondents). Around 12% of the agencies (8
responses) recommended using proprietary cold mixes for potholes patching. Also, around 20%
of the agencies (14 responses) recommended using aggregates and emulsion for potholes patching.
Around 17% of the agencies (12 responses) recommended using plant produced Hot Mix Asphalt
(HMA) for potholes patching. Just around 3-4% of the agencies recommended using either
reclaimed HMA or other materials for pothole patching practices (3 or 2 responses, respectively).

17
Figure A.1 Locations of Ohio LPAs that responded to the survey
Figure A.2 Main patching materials used by Ohio LPAs

18
Figure A.3 Main patching materials recommended by Ohio LPAs

19
responses out of 4). 25% of the respondents indicated a survival time for each of less than a month
and less than 6 months (1 response out of 4 for each).
Table A.1 presents the results of Ohio survey in terms of service life of each of the patching
materials used in potholes patching. As seen in Table A.1, most of the respondents in Ohio survey
indicated using Perma-Patch as patching material (7 responses out of 15) with service life of more
than 6 months, the most recommended material was also Perma-Patch with 6 responses out of 10.
Around 40% of the responses indicated using either QPR or Asphalt Materials Inc. patching
materials for potholes patching (3 responses out of 15 for each material) with a service life of less
than 6 months for QPR and more than 6 months for Asphalt Materials Inc. No LPAs recommended
using QPR as a patching material, whereas 2 agencies recommended using Asphalt Materials Inc.
patching materials for potholes patching purposes. Only 2 respondents indicated and
recommended using HEI-WAY materials for potholes patching, with a service life of more than 6
months. No LPAs indicated or recommended using UPM as a patching material. No available
information was indicated for using Green Patch as patching materials.

20
Table A.1 Results of service life of different proprietary cold mixes for Ohio survey
Cold mix material
Average
Service life
(Ohio)
Agencies
reported using
(OHIO)
Agencies
recommended
(OHIO)
Quality Performance Repair (QPR)
Less than 6
3
0
Unique Paving Materials (UPM)
N/A
0
0
Perma-Patch
More than 6
7
6
Green Patch N/A N/A N/A`
Asphalt Material Inc. More than 6 3 2
HEI-WAY More than 6 2 2
Based on the outcomes of Ohio survey regarding spray injection method, the majority of
LPAs in Ohio use #8 and #9 washed limestone aggregates for spray injection. More LPAs use #8
rather than 9. RS-2 is most commonly used emulsion for spray injection. Some LPAs indicated
using MWS-90 emulsion; particularly those that indicated using spray injection below 45°F.
Figure A.5 presents responses on Ohio survey regarding main methods used for winter
potholes patching. Many respondents who answered this question indicated that they use the
method of throw-and-roll with truck tire for potholes patching, which represent the highest
percentage of more than 40% of the responses (55 respondents). Around 21% of the agencies (29
responses) indicated that they use the method of throw-and-roll with tamper for their potholes
patching. Also, around 12% of the agencies (16 responses) indicated using throw-and-go method
in their potholes patching practices. Around 11% of the agencies indicated using either the method
of throw-and-roll with vibratory plate/roller or spray injection method or potholes patching (15
responses for each). Around 4% indicated using other methods for patching. Only around 1% of
the agencies indicated using either infrared heater/reclaimer or automated pavement repair vehicle
in their patching practices (2 or 1 responses, respectively).
Figure A.6 presents responses on Ohio survey regarding their recommendation on main
methods to be used for winter potholes patching. Many respondents who answered this question
recommended using the method of throw-and-roll with truck tires for potholes patching, which
represent the highest percentage of more than 43% of the responses (19 respondents). Around 27%
of the agencies (12 responses) recommended using throw-and-roll with vibratory plate/roller for
potholes patching. Also, around 11% of the agencies (5 responses) recommended using the method
of throw-and-roll with tamper for potholes patching. Around 9% of the agencies (4 responses)
recommended using other methods for potholes patching. Around 5% recommended using throw-
and-go method for potholes patching. Just around 2% of the agencies recommended using either
infrared heater/reclaimer or automated pavement repair vehicle for pothole patching practices (1
response for each method). No recommendations were made for using the spray injection method
for potholes patching.
21
Figure A.5 Main patching methods used by Ohio LPAs
Figure A.6 Main patching methods recommended by Ohio LPAs
0 10 20 30 40 50 60
Throw and go
Throw and roll-truck tires
Throw and roll-tamper
Throw and roll-vibratory plate/roller
Spray injection
Infrared heater/reclaimer
Automated pavement vehicle
Other
0 5 10 15 20
Throw and go
Throw and roll-truck tires
Throw and roll-tamper
Throw and roll-vibratory plate/roller
Spray injection
Infrared heater/reclaimer
Automated pavement vehicle
Other
22
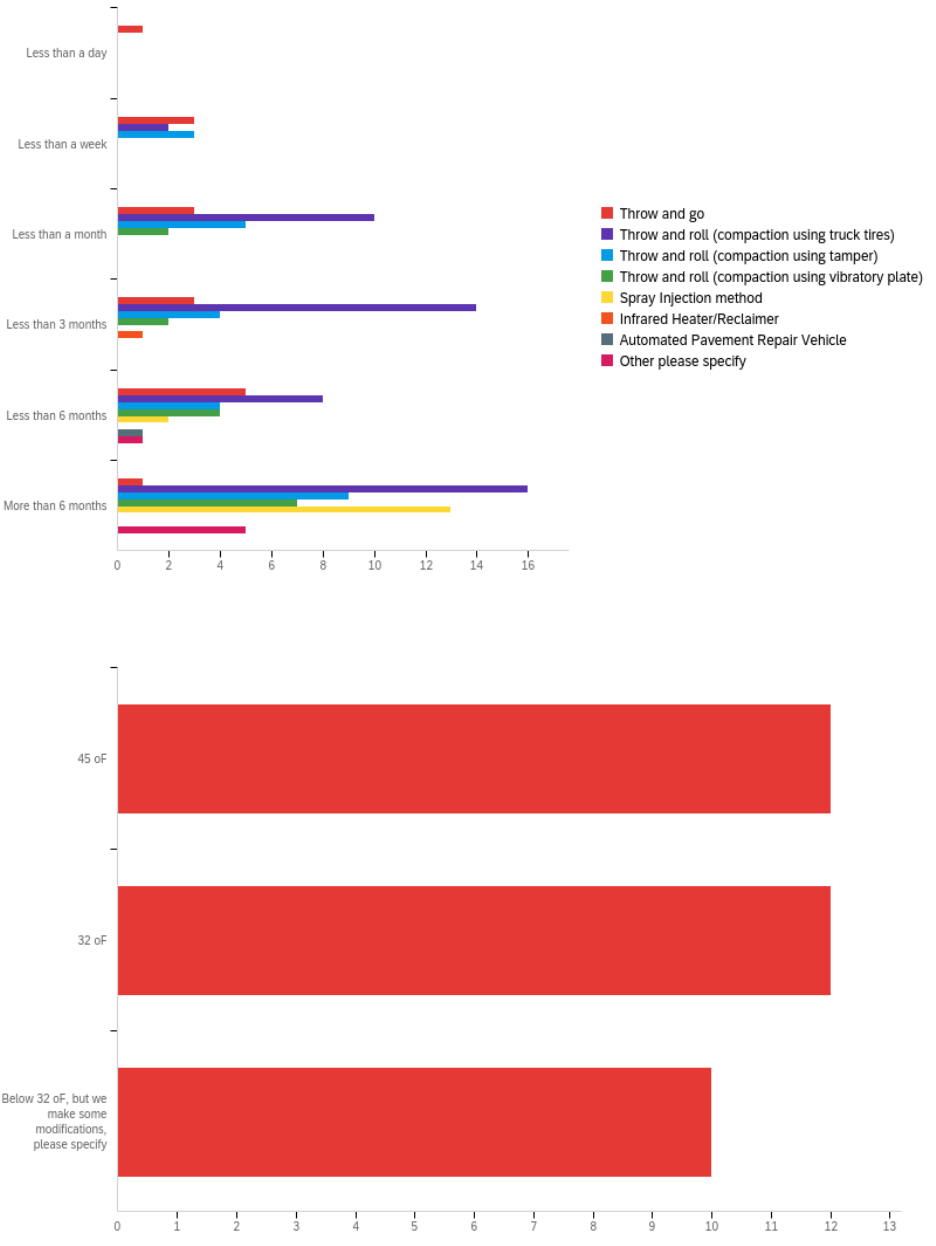
Figure A.7 presents responses on Ohio survey regarding typical survival time of main
patching methods used for winter potholes patching. Around 31% of the respondents who
answered this question indicated that the throw-and-go method has an average survival time of
less than 6 months, which represent the highest percentage of the responses (5 respondents out of
16). Around 19% indicated a survival time of either less than a week, less than a month, or less
than 3 months (3 responses out of 16 for each). Just around 6% indicated a survival time of either
less than a day or more than 6 months (1 response out of 16 for each). For the method of throw-
and-roll with truck tires, the highest percentage of the responses 32% (16 respondents out of 50)
indicated an average survival time of more than 6 months. Around 28% indicated a survival time
of less than 3 months (14 responses out of 50). Around 20% (10 responses out of 50) indicated a
survival time of less than a month. While around 16% indicated a survival time of less than 6
months (8 responses out of 50), only 4% of the respondents indicated a service life of less than a
week. For agencies that use the method of throw-and-roll with tamper in potholes patching, the
highest percentage of the responses 36% indicated an average survival time of more than 6 months
(9 respondents out of 25). Around 20% indicated a survival time of less than a month (5 responses
out of 25). 16% of the respondents indicated a service life of either less than 3 months or less than
6 months (4 responses out of 25 for each). Just 12% indicated a service life of less than a week (3
responses out of 25). For the method of throw-and-roll with vibratory plate/roller, the highest
percentage of the responses (around 47%) indicated a survival time of more than 6 months (7
responses out of 15). Around 27% of the respondents indicated a service life of less than 6 months
(4 responses out of 15). Around 13% of the respondents indicated a service life of either less than
a month or less than 3 months (2 responses out of 15 for each). Most of the respondents who
answered this question about spray injection method indicated a service life of more than 6 months
with the highest percentage of around 87% (13 responses out of 15), while the rest of the
respondents (around 13%) indicated a s survival time of less than 6 months (2 responses out of
15). Only one agency answered this question for spray injection method indicating a service life
of less than 3 months. Also, only one agency answered this question for the automated pavement
repair vehicle indicating a service life of less than 3 months. For respondents indicated using other
methods in potholes patching. Most of the respondents indicated a service life of more than 6
months, with the highest percentage of around 83% (5 responses out of 6), while only one
respondent indicated a service life of less than 6 months (17%).
The outcomes of the Ohio survey also indicated some suggestions regarding best potholes
patching practices. Some agencies suggested preparing the pothole before patching; this involves
cleaning out the holes with a backpack blower that seemed to work well, squaring up holes using
partner saw and doing cut-outs when large areas are breaking apart, and applying tack coat before
installing patching materials into the pothole. Suggestions regarding materials placement in the
pothole suggested heating the pothole surface with a torch and slightly heating the cold mix if it
cold out. Some agencies suggested using a 5-ton roller compactor for large size potholes. Figure
A.8 presents suggested best practice for spray injection method in terms of the lowest temperature
this method can be used. Around 35% of the respondents who answered this question suggested
that this method should be done at a temperature of at least 45
o
F (12 responses out of 34). Same
percentage of respondents (35%) suggested using this method at a temperature of at least 32
o
F.
The rest of the respondents (10 out of 34) suggested that spray injection method can be done at
temperatures below 32
o
F with doing some modifications while applying this method.
23
Figure A.7 Typical survival time reported by Ohio LPAs for different methods used in potholes
patching.
Figure A.8 Suggested best practices regarding spray injection method according to Ohio survey

24
A summary of used materials and methods in potholes patching procedures based on the
results of Ohio survey is shown in Table A.2. As seen in Table A.2, LPAs in Ohio use almost all
patching materials when applying throw-and-go method, except the Hot Recycled Mix (HRM),
RS-2 emulsion with #8 limestone, and MWS-90 emulsion with #8 limestone aggregate. Same
response was indicated for the method of throw-and-roll using truck tires. For throw-and-roll
method using tamper or vibratory plate/roller, LPAs indicated using all patching materials with
these two methods except emulsion and aggregates materials. Only two materials were indicated
for use with the method of throw-and-roll using 5-ton roller, which were HEI-WAY cold mix
(HWCM) and HRM. Only HRM was indicated for use with infrared heater/reclaimer patching
method. Aggregates and emulsion materials were indicated for use with spray injection method.
Table A.3 presents the results of cost analysis that was done based on the outcomes of Ohio
survey for each patching method and its total cost (US dollars/ton) assuming same patching
material type for all (generic cold mix). As seen in Table A.3, the method of throw-and-roll using
vibratory plate/roller resulted in lowest total cost among all other methods in the analysis. followed
by methods of throw-and-roll using tamper then throw-and-roll using truck tires. Throw-and-go
method resulted in the highest cost among other methods due to the very high reported number of
repatches done after the end of service life of installed patches.
Table A.4 presents the results of cost analysis that was done based on the outcomes of Ohio
survey for each patching method and material in terms of total cost of each patching
material/method combination (US dollars/ton). As seen in Table A.4, the lowest cost for the
method of throw-and-go was indicated for HEI-WAY material, while the highest cost was
indicated for QPR mix. For the method of throw-and-roll using truck tires, the lowest cost was
indicated for HEI-WAY mix while the highest cost was for Perma-Patch mix. For the method of
throw-and-roll using tamper, the lowest cost was indicated for HEI-WAY mix while the highest
cost was for QPR mix. For the method of throw-and-roll using vibratory plate/roller, the lowest
cost was indicated for HRM mix while the highest cost was for QPR mix. Spray injection method
using RS-2 emulsion and #8 limestone aggregate showed a relatively low cost compared to other
combinations of patching methods/materials.
Table A.2 Matrix of patching methods/materials according to Ohio survey
Method
UPM
Perma
-
Patch
HWCM
GCM
AMCM
HRM
RS
-2
 LS
MWS-90
& #8 LS
Throw-and-go
x
x
x
x
x
Throw-and-roll (compaction
using truck tires)
x x x x x
Throw-and-roll (compaction
using tamper)
x x x x x x
Throw-and-roll (compaction
using vibratory plate/roller)
x x x x x x
Throw-and-roll (compaction
using 5- Ton Roller)
x
x
Infrared Heater/Reclaimer
x
Spray Injection method
x
x

25
Table A.3 Results of cost analysis for different patching methods based on Ohio survey
Throw-and-
go (GCM)
Throw-and-
roll
/truck tires
(GCM)
Throw
-and-
roll
/Tamper (GCM)
Throw-and-
roll
/Vibratory
(GCM)
Productivity
(tons/day)
20
15.8
14.9
10.6
Material ($/ton)
100
100
100
100
Labor ($/ton)
24
30.33
32.14
45.50
Equipment ($/ton)
10
13.35
13.35
13.35
Initial cost ($/ton)
134
143.68
145.49
158.85
Number of
Repatching
5.366
3.147
2.337
1.895
Total cost ($/ton)
719.11
452.19
339.99
300.98
Table A.4 Results of cost analysis for different patching materials and methods based on Ohio
survey
Throw-
and-go
Throw-and-roll
Truck tires
Throw-and-roll
Tamper
Throw-and-roll
Vibratory
Spray
Injection
Generic cold mix
$719.11
$452.19
$339.99
$300.98
QPR
$2,572.00
$360.68
$2,609.92
$702.89
UPM
$446.22
$346.30
$338.99
$275.85
Perma-Patch
$1,576.80
$511.09
$514.14
$316.85
HEI-WAY
$84.00
$180.68
$184.81
$310.68
Hot Recycled Mix
$86.01
RS-2 and #8 Aggregate
$203.73
A.3 National LPAs Survey Procedure Steps
The research team evaluated current Nationwide LPAs practices for winter pothole
patching. To achieve that, the following steps were followed for conducting the survey: an online
23-question national survey was conducted to gather information and seek details from different
LPAs nationwide on the current methods and materials they use for pothole patching. The survey
was sent by Ohio LTAP to all LPAs nationwide on October 29
th
, 2020. The research team ensured
that the survey included clear, concise, and well-targeted questions. The information collected in
the survey included: the methods used for winter patching of potholes, average service life and
survival rate of patches installed using the different methods, most common patching materials,
steps and measures used to enhance the patch performance, factors that were found to affect patch
performance, factors used to select the patching method used, typical size of pothole, and average
cost and duration for pothole patching installation.
A.4 National LPAs Survey Results
A total of 75 responses were received from respondents covering different types of LPAs
nationwide. The results were analysed and compiled for each LPA. Figure A.9 presents responses
on the national survey regarding main materials used for winter potholes patching. Many

26
respondents who answered this question indicated that they use generic cold mix material for
potholes patching, which represent the highest percentage of more than 41% of the responses (35
respondents). Around 31% of the agencies (26 responses) indicated that they use proprietary cold
mixes for their potholes patching. Also, around 18% of the agencies (8 responses each) indicated
using aggregates and emulsion or reclaimed HMA in their potholes patching practices. Around
10% of the agencies (4 responses each) indicated using plant produced Hot Mix Asphalt (HMA)
or other materials for potholes patching.
Figure A.10 presents responses on the national survey regarding their recommendation on
main materials to be used for winter potholes patching. Around 45% of the respondents who
answered this question recommended using generic cold mix material for potholes patching, which
represent the highest percentage of the responses (24 respondents). Around 34% of the agencies
(18 responses) recommended using proprietary cold mixes for potholes patching. Also, around 9%
of the agencies (5) recommended using aggregates and emulsion for potholes patching. Just around
4% of the agencies (2 responses) recommended using plant produced Hot Mix Asphalt (HMA) for
potholes patching. Around 6% of the agencies recommended using reclaimed HMA for pothole
patching practices (3 responses). While only one LPA recommended using other materials for
potholes patching (2% of the responses).
Figure A.9 Main patching materials used by LPAs nationwide.

27
Figure A.10 Main patching materials recommended by LPAs nationwide.
Table A.5 presents the results of National survey in terms of service life of each of the
patching materials used in potholes patching. As seen in Table A.5, most of the respondents
indicated and recommended using UPM as a pothole patching material (9 responses out of 12)
with a service life of more than 6 months. Only one respondent for each of QPR, Perma-Patch, or
Green Patch indicated and recommended using these materials for potholes patching, with a
service life of more than 6 months for each material. No available information was indicated for
using Asphalt Materials Inc. or Hei Way as patching materials.
Table A.5 Results of service life of different proprietary cold mixes for national survey
Cold mix material
Average Service
life
(National)
Agencies
reported using
(National)
Agencies
recommended
(National)
Quality Performance Repair (QPR)
More than 6
1
1
Unique Paving Materials (UPM)
More than 6
9
9
Perma-Patch
More than 6
1
1
Green Patch
More than 6
1
1
Asphalt Material Inc.
N/A
N/A
N/A`
HEI-WAY
N/A
N/A
N/A`
Figure A.11 presents responses on the national survey regarding main methods used for winter
potholes patching. Many respondents who answered this question indicated that they use the
method of throw-and-roll with truck tire for potholes patching, which represent the highest

28
percentage of around 41% of the responses (42 respondents). Around 16% of the agencies
indicated that they use either the method of throw-and-roll with tamper or throw-and-roll with
vibratory plate/roller for their potholes patching (16 responses for each method). Also, around 15%
of the agencies (15 responses each) indicated using throw-and-go method in their potholes
patching practices. Around 5% of the agencies indicated that they use either the spray injection
method with or other methods for their potholes patching (5 responses for each method). Around
2% of the agencies indicated using infrared heater/reclaimer for patching (2 responses), while just
1% of the respondents indicated using automated pavement repair vehicle for potholes patching (1
response only).
Figure A.12 presents responses on the national survey regarding their recommendation on main
methods to be used for winter potholes patching. Around 43% of the respondents who answered
this question recommended using the method of throw-and-roll with truck tires for potholes
patching, which represent the highest percentage of the responses (19 respondents). Around 27%
of the agencies (12 responses) recommended using the method of throw-and-roll with vibratory
plate/roller for potholes patching. Also, around 11% of the agencies (5 responses) recommended
using the method of throw-and-roll with tamper for potholes patching. Just around 9% of the
agencies (4 responses) recommended using other methods for potholes patching. Around 5% of
the agencies recommended using throw-and-go method for potholes patching practices (2
responses). While only one LPA recommended using either infrared heater/reclaimer or automated
pavement repair vehicle for potholes patching (2% of the responses for each method).
Figure A.11 Main patching methods used by LPAs nationwide
0 10 20 30 40 50
Throw and go
Throw and roll-truck tires
Throw and roll-tamper
Throw and roll-vibratory plate/roller
Spray injection
Infrared heater/reclaimer
Automated pavement vehicle
Other

29
Figure A.12 Main patching methods recommended by LPAs nationwide
0 5 10 15 20
Throw and go
Throw and roll-truck tires
Throw and roll-tamper
Throw and roll-vibratory plate/roller
Spray injection
Infrared heater/reclaimer
Automated pavement vehicle
Other
30
Appendix B Literature Review
B.1 Pothole Formation
Potholes are one of the most aggravating forms of pavement deterioration because of the
danger they pose to the travelling public and the potential damage they can cause to vehicles.
Despite all measures taken by transportation agencies, the development of potholes is inevitable,
which presents a challenge to all national, state, and local agencies involved in pavement
maintenance. A pothole is a bowl-shaped depression in the pavement surface to the extent that it
causes significant noticeable impact on the vehicle tires and handling. Transportation agencies
typically define potholes based on the size of the depression. (ODOT, 2008) defines a pothole as
a hole in the paved surface exceeding two inches in depth and 144 square inches in area with both
area dimensions greater than four inches.
Potholes form due to two main factors: traffic loads and water. The mechanism of pothole
formation varies depending on the type of pavement. For flexible pavements, potholes generally
develop in weak areas of the pavement where heavy traffic loadings result in excessive bending
(flexing) and cause it to crack. Water can then easily enter the pavement system through these
cracks and weaken the various layers of the pavement structure to the point where the pavement
can no longer support heavy loads. Freezing and thawing during the winter further lead to the
expansion and contraction of the pavement structure, which expedite the formation of potholes
under subsequent traffic loads. For rigid concrete pavements, potholes usually form at the
contraction joints or in areas where concrete has deteriorated. Cracks can form at the joints due to
pavement curing after construction as well as contraction or expansion under adverse weather
conditions. As for composite pavements, potholes typically develop in the top layer due to
reflective cracking, which occurs at the location of the joints or cracks in the underlying concrete
slab. The reflective cracks in the asphalt overlay will gradually enlarge with time, and if not sealed,
water can enter and weaken the layer due to freezing and thawing, and eventually lead to the
formation of potholes.
B.2 Best Practices for Pothole Preparation
Pothole preparation prior to patching is the most important step that several studies have
found to affect performance and longevity of a patch no matter what patching method or materials
is used. There are several methods that prepare a pothole for patching, each method prepares the
roadway to a different degree. The easier and quicker procedures do not clean the pothole as much
as longer methods. Sweeping is one of the quick and widely used pothole preparation methods for
small potholes patching practices. In this method, a crew member uses a steel brush to sweep out
the pothole and remove dirt, debris, and any standing water (Figure B.1). A shovel might be used
before this step to ensure removing large aggregates from the pothole. This method removes large
particles from the pothole but does not necessarily remove fine materials. Another method for
pothole preparation is cleaning the pothole using compressed air. In this method, a crew member
uses a hose attached to an air compressor or an electrical or gas operated air blower to remove the
loose aggregate and fine materials from the pothole (Figure B.2), this also helps by removing the
water from inside the pothole and keep it dry. In some cases, if the pothole is filled with water, a
sponge can be used to dry the pothole before blowing with air.

31
Figure B.1 Sweeping method for pothole preparation
Figure B.2 Pothole preparatrion method of cleaning using compressed air
B.3 Pothole Patching Methods
The remedy for repairing a pothole is termed “patching”. Patching can be described as the
filling of hole or depression in a road surface by an appropriate asphalt mixture. Pothole patching
is a required practice for the maintenance and up keeping of our precious roadways. The goal of
patching is to return the pavement to a working condition that will not deteriorate the vehicles that
ride on the road. Patches are required to blend with the surrounding pavement in regard to
performance. The three main types of pothole patches are the permanent patches, semi-permanent
patches, and temporary patches. Permanent patches are used for pavement that is in good condition
and has a relatively long-life expectancy, and when agency resources are available to do the work.
Semi-permanent patches are generally done as a proactive measure to keep a small pothole from
turning into a major failure, same procedure of permanent patches is used, but the pavement is not
cut, and the resulting patched area is not rectangular. Temporary patches are used when there is a
pothole that could damage vehicles and needs to be patched immediately and it is not realistic to
close the roadway. The most common methods for pothole patching found in literature are the
throw-and-go, throw-and-roll with different available versions based on the compaction method
and materials used, spray injection method, tow-behind combination of infrared asphalt

32
heater/reclaimer, edge seal method, semi-permanent method, and the automated patching method
using self-propelled pothole patching equipment.
B.3.1 Throw-and-Go
The throw-and go method is a quick patching method that does not require compaction of
installed materials. In this method, patching materials (typically cold mix) is placed in the hole and
left for traffic to compact. The pothole is not prepared or cleaned prior to patching, and compaction
is done only by traffic. Many Local Public Agencies (LPAs) use this technique as a temporary fix
during winter season as HMA is not available during that time, but the expected service life of this
method is very short. Some best practices of the throw-and-go method are found in literature. In
general, the pothole is not prepared or cleaned before placing the materials. However, studies
related to other repairing technique have shown that preparing the pothole may increase the
service. Therefore, it is recommended to prepare the pothole area with proper techniques before
placing the materials. For materials placement, it is recommended to use the shovel to place the
materials inside the pothole, and the materials should mound in the center and taper down to the
edges so that it meets the surrounding pavement edge (Figure B.3). The advantages of this method
can be summarized by the following: throw-and-go method is a very quick method and only one
or two persons are required, no special equipment is needed, this leads to a high production rate,
allowing crews to fix many potholes in one trip, the safety rates in this method are high as crews
are less exposed to traffic, the initial cost of the method is the lowest among other methods, and
no recovery time is needed between patching and opening the road to traffic. The limitations of
the throw-and-go method can be summarized as: the lowest survival rate among other methods,
this makes the life cycle cost of patches installed using this method to be much higher than those
installed using other methods. Generally, this method is not recommended unless the weather and
road conditions do not allow using any other patching methods.
Figure B.3 Material placement recommended for throw-and-go method
B.3.2 Throw-and-Roll
The throw-and-roll method is the most widely used especially in wintertime. This method
consists of filling a pothole with an asphalt mix and compacting it with truck tires. The process is
repeated until the compacted mix is slightly above the top of the hole. This method is one of the
older methods of pothole patching, yet it is one of the most cost-effective. The throw-and-roll is
the most commonly used method for potholes patching. This method is frequently the method of
33
choice in the winter time due to the easiness of procedure and the effect that the weather conditions
have on longevity of patches. Different schemes of executing this method are as follows:
TAR Method 1 (Wilson & Romine, 1999)
1. Throw the hot or cold mix into the pothole regardless of the amount of debris or water that
is in the hole.
2. Compact the asphalt with the truck tires until a 3mm to 6mm crown is left.
3. Move onto the next pothole. (As suggested by SHRP)
TAR Method 2 (Rosales-Herrera et al. 2007)
1. Remove water and debris from the pothole.
2. Throw in the hot or cold mix
3. Compact the asphalt with the truck tires or vibratory roller/plate until a 3mm to 6mm crown
is left.
4. Move onto the next pothole.
TAR Method 3 (Rosales-Herrera et al. 2007)
1. Remove debris and water from the pothole.
2. Apply a base tack coat.
3. Throw in asphalt.
4. Compact using truck wheels, leaving a slight crown.
5. Move onto next pothole.
For this method, it is also an option to square the sides of the pothole using cutting tools until they
are vertical. Wilson and Romine, 1999, suggest that this will result in a tighter patch that lasts
longer. Another option suggested by Rosales-Herrera et al. (2007) for this method is to pour the
materials for the patch in 2 inches at a time. Each individual layer will be compacted with a tamp
or the truck tires, until the standard crown is left. Another procedure for this method was suggested
by Paige-Green et al. (2010), it is an option in this method to pour in the materials in 75 mm
increments. Each layer will be individually compacted with the surface being roughened to ensure
a tight fit between layers. The top layer is to be compacted, with a tack coat and crown on the top.
The throw-and-roll method is the preferred method in the Midwest region, mostly due to
the inclement weather that frequently occurs. One method that was derived from the throw-and-
roll method is the edge seal method, in which the edges of the pothole are sealed with an asphalt
tack to prevent water from entering. Materials for the throw-and-roll include a large variety of hot
and cold asphalt mixes that may be utilized in filling the pothole. Regardless of whether hot-mix
asphalt (HMA) or cold-mix asphalt (CMA) is used, there is still inadequate bonding between the
material and the pavement while using the throw-and-roll, which leads to multiple entry points
around the edges for water and other debris to enter the pothole patch, severely shortening the
lifespan of the patch. The cold mixes used generally have a shorter life span than its hot mix
counterpart. CMA is the more commonly used mix due to low cost and not having to worry about
keeping the mix warm; however, it is not supplied in bulk due to losing its volatility. When using
cold mixes, it would behoove the patching team to apply a tack coat to the top and bottom of the
patch to ensure continuous and balanced grading. Hot mixes are more efficient to be used when
the supply is abundant, and the location is close to the source of the HMA. HMA should be use
for larger potholes, as the permeability rate is lower than that of CMA. The hot mixes are generally
34
suggested to be heated to a minimum of 135 °C (Paige-Green et al. 2010). This method is most
commonly used in adverse weather conditions. One frequently used practice is to leave a crown
of asphalt (3mm to 6mm) above the pothole surface. This allows passing traffic to further compact
the patch and create a tighter seal, which corresponds to a higher density. The slipping and
compressing of the asphalt will allow for the extra crown to be squeezed into the cracks as much
as possible, which will result in a tight patch. While compacting a patch, compact from the center
of the patch and work towards the outer edges. This ensures that the patch is tight against the edge
of the existing pavement. The throw and roll is to be used as a temporary fix, most times used in
only last minute emergency fixes.
Best practices recommended in literature for this method involves pothole preparation,
materials placement, and compaction of the pothole after placing the materials. In regard to pothole
preparation, one of the previously discussed preparation methods can be used prior to using throw-
and-roll method. For materials placement, same procedure discussed in the throw-and-go method
can be used. Compaction of materials in throw-and-roll method can be done using truck tires,
tamper, or vibratory plate/roller. Compaction using truck tires involves compacting the placed
materials with the maintenance truck (four to eight passes). If depression is present after rolling,
additional material needs to be added and rolled to bring patch surface above surrounding
pavement level. After the material has been compacted, it should be verified that a visible crown
of about 0.125 in. to 0.25 in. (3 to 6 mm) is present on the patch. Compaction using tamper or plate
compactors should start from the center of the patch towards the outer edges, this ensures that the
patch is tight against the edge of the existing pavement. It is important that the edges are compacted
to the same degree as the rest of the material to eliminate any permeability differences. If a pothole
is more 4 in. (100 mm) deep, it should be filled with layer not exceeding 3 in. (75mm), each layer
compacted separately. Some researchers suggested 2-inch lifts. After the material has been
compacted, it should be verified that a visible crown of about 0.125 in. to 0.25 in. (3 to 6 mm) is
present on the patch. In regard to the final finish of pothole, all loose material should be swept
from the patch area after compaction, and the patch can be blind with fine grained soil or sand to
avoid adhesion with tire of the traffic immediately after opening.
There are certain advantages and disadvantages of this method that need to be evaluated
before the throw-and-roll method is selected. In regard to advantages, the throw-and-roll method
is a preferred method due to the low number of laborers and labor time that are required to fix a
pothole. Only one to two laborers are required, with low amounts of equipment needed. Shovels,
rakes, other hand tools, and a truck are the required pieces of equipment. It is also preferred to the
throw and go method because compaction with tire vehicles only takes 1 to 2 more minutes, and
it significantly extends the life of the patch. This leads to a high production rate, allowing crews
to fix many potholes in one outing. The throw-and-roll method is used because the safety rates
are high as crews are exposed to traffic less. Another advantage of the throw-and-roll is that there
is no recovery time needed between patching and opening the pothole to traffic. In regard to
disadvantages, one of the main drawbacks with the throw and roll method is that it does not solve
the underlying cause of the pothole. The throw-and-roll method is just a cover up for a short time
to allow traffic to smoothly pass over the hole. The low quality of the materials and labors results
in frequent usage of this method, but in many cases, this method proves to be more costly in the
long run due to short life span and constant need of repairs. In addition, inadequate preparation,
compaction and poor materials selection may lead to premature failure which may prove to be
costly in the long run, and this method cannot be used for very large or deep potholes
35
The main problem with the throw-and-roll method is that it has cold joints between the patch
and the existing pavement. In winter conditions, the asphalt companies cease to produce HMA.
This leaves CMA as the only resource to be thrown into the pothole. The cold material and the
cold patch prevent adequate bonding. Separation of the two surfaces therefore results in the patch
slipping and deflecting under traffic, severely shortening the lifespan.
B.3.3 Spray Injection Method
This method can also be referred to as blow patching, involves using air pressure to apply
heated bitumen emulsion and virgin aggregate simultaneously into a pothole without compaction
Figure B.4). This method requires the least expensive materials and utilizes air pressure as the
main source of compaction. The air pressure also works to dry the hole and remove water. The
equipment required is the unit, spray injector system, hose, and boom. The following steps are the
basic steps of spray injection method:
1. Pothole preparation: the air is blown on water and debris in the pothole using aggregate
delivery system. The blower alone may not be able to clean the pothole. In such cases, a
broom can be used to clean debris from the pothole. In addition, a shovel or a rake may be
used to scrape off the loosely attached aggregates. Proper cleaning technique is mentioned
earlier.
2. Placement of materials: the bottom and sides of pothole are sprayed with binder material to
act as tack coat. When tacking, at least 6 inches past the edge of the patch are always sprayed
to seal moisture away from that area. It is important to spray aggregate and binder into the
pothole simultaneously so that the aggregate is coated as it impacts the repair. Spraying of
aggregate and binder into the pothole is continued until it is filled just above the level of the
surrounding pavement (Figure B.5-a).
3. Compaction: The patch does not need to be further compacted after it is sprayed due to the
fine sizes of the materials used. The fineness of the materials also allows the patch to reach
deeper into the cracks of the pothole. However, Abbas et al. (2016) reported that, summit
county in Ohio typically uses roller (for big jobs) or plate compactor (for small jobs) to
further compact the patch (Figure B.5-b, c).
4. Finish: the top of the patch is covered with a layer of aggregate (typically dry stone) to
prevent tracking by passing vehicles (Figure B.5-d).
As with the throw-and-roll method, there are multiple acceptable practices to execute this
method. They are as follows:
SI Method 1 (Wilson & Romine, 1993)
1. Remove water and debris from the pothole
2. Apply a binder base tack coat to entire pothole
3. Spray the asphalt and aggregate into the pothole simultaneously
4. Cover the pothole with aggregate
5. Move onto the next pothole (according to SHRP).
SI Method 2 (Wilson & Romine, 1993)
1. Remove water and debris from the pothole
2. Apply a base tack coat
3. Spray volcanic aggregate into the pothole
4. Cover with aggregate

36
5. Move onto next pothole.
Figure B.4 Spray injection method
SI Method 2 utilizes volcanic aggregate, which has high absorbing characteristics. This
method is not preferred due to the patch failing quicker as a result of low binding between the
aggregate and pavement. The spray injection method utilizes heated emulsion and virgin
aggregate to be sprayed into the area of interest. The mix of virgin aggregate and heated emulsion
can be varied dependent on the size and location of the pothole. This allows the spray injection
method to be very flexible. The sprayed mix needs to achieve a high density, which occurs through
proper mix design. However, poor mix design and excess water can greatly affect the longevity
of patches. In order for this method to be the most effective, the debris and water must first be
removed from the pothole. The equipment required for this method is low, as it involves the spray
injection device, truck, and traffic control measures. There are three different units that can be
used for the spray injection method, and they are as follows:

37
Figure B.5 Basic steps of spray injection method
1. A trailer unit that is towed behind a truck. The unit has the aggregate stowed in it. This
method requires two workers at minimum. The aggregate is fed through a hose suspended
from a boom on the truck. This is the most popular unit.
2. The modified truck unit is similar to the trailer unit. The main difference is that the
equipment is reconfigured to be mounted on the dump truck bed, which removes the need
for a trailer. This method requires at least two workers.
3. A self-contained unit involves patching occurring with a joystick and remote control from
the inside of the cab. The aggregate, heated binder tank and delivery system all are
mounted on the truck unit. This method only requires one operator.
The spray injection method, as with all of the other pothole patching methods, is more
effective during summer weather conditions. The spray injection method should be used in urban
areas due to the easiness of transporting materials to a site and the simplicity of using one unit to
do the fixing, preventing frequently passing cars to disturb workers. The spray injection method
experiences problems if there is a low residual binder content, which leads to premature failures
and raveling.
There are reasons why the spray injection method would be selected over the throw-and-
roll method. In regard to advantages, this method requires the least expensive materials. It is very
versatile and can be used for potholes, traverse crack repair, alligator cracks, utility cuts,
corrugations, depressions, slipping cracks, ruts, and spalls in Portland cement concrete. A
significant advantage of the spray injection method can be used in most weather conditions,
including mild rain and slightly cold weather although it is more effective during summer weather
Dry stone
a
b
c
d

38
conditions. Another advantage of this method is that the hose is easy to handle. Ease of use
therefore prevents the user from being in the line of traffic for an extended period of time (Wilson
and Romine, 1999). The patch does not need to be further compacted after it is sprayed due to the
fine sizes of the materials used. The fineness of the materials also allows the patch to reach deeper
into the cracks of the pothole. The extension of the spray hose and boom off of the unit makes it
easy to reach potholes in various locations. The spray injection method can also be applied during
the rush hour since it is relatively quick and easy to handle, this method should be used in urban
areas due to the easiness of transporting materials to a site and the simplicity of using one unit to
do the repair, preventing frequently passing cars to interrupt workers. This method can also have
high production rate when patching potholes that are closely located. Also, the spray injection
equipment offers potential for much greater productivity and efficiency and can operate in extreme
cold weather. Spray injection patches can last upwards of five years if done correctly.
In regard to disadvantages, one of the disadvantage of this method is that it requires special
equipment. It is also reported that some states do not use spray injection if the temperature is more
that 45̊ F. The productivity of this method is lower than throw-and-roll and throw-and-go methods.
Another limitation of this method is that immediately after the fixing of the pothole, the new
material may be soft and deflect under traffic. Therefore, it may not be recommended to apply this
technique during rush hour. Also, this method is relatively complicated than throw and go and
throw and roll. Therefore, it requires expert crew members. One of the common problems is that
the system may malfunction and become jammed. This is not a case in the throw-and-roll method.
This method is also recommended for deep potholes (more than 4 inch), it is not recommended to
be used for shallow potholes.
B.3.4 Tow-Behind Combination Infrared Asphalt Heater/Reclaimer
A tow-behind combination infrared asphalt heater/reclaimer (Figure B.6) is used in this
process which can help in solving the temperature difference problem encountered during winter
pothole patching. The basic steps of using this method are presented in Figure B.7.
Figure B.6 An example of a tow-behind infrared asphalt heater/reclaimer
Infrared reclaimer
Infrared heater

39
Figure B.7 Best practices corresponding to the method of tow-behind combination infrared
asphalt heater/reclaimer
Some of the advantages of this method are that this method produces watertight and
seamless patch by ensuring a proper bonding between the patching and the existing pavement.
Also, among all other techniques, the method is reported to produce best repair work in terms of
performance and longevity. This method may also prove to be economical for larger jobs. The use
of infrared asphalt heaters/reclaimer can also be considered an environmentally friendly patching
method as it helps in reusing waste asphalt mixes and eliminates the need for new asphalt mixes.
Another advantage of this method is that it can be cost-effective and efficient when used during
the winter for patching large size potholes (more than 3 ft in dimensions) or medium size potholes
(2 ft to 3 ft in dimensions) that are closely located. The limitations of this method include that it
40
requires special equipment. In addition, since this technique utilizes radiant convection to generate
heat, it is not recommended to use this method in areas that are within 2 ft (0.6 m) of wood, metal,
or structures such as parking garages and dumpsters. Also, this method is not appropriate for
pavements that are oxidized or raveled (i.e., where aggregates become dislodged from the surface
of the pavement), as there may be an insufficient amount of binder left in the surface course to
rejuvenate the pavement and maintain good adhesion, which would result in raveling of the
repaired pavement. This method is the most expensive and least productive among all the method
when used for small potholes or medium potholes that are not closely located. It also requires
expert crew members.
B.3.5 Automated Pavement Repair Vehicle (APRV)
A prototype completely automated pothole patching machine, called the Automated
Pavement Repair Vehicle (APRV), was developed Under SHRP contract H-107B. The aims of
this machine were reducing the cost of patching by minimizing the required number of labors to
one or two operators; improving the safety by allowing the operator(s) to work from the vehicle’s
cab; speeding the repairing process to improve safety and reduce delays for motorists; and allowing
repairs application in varying weather conditions or at night with a variety of materials. Computer
vision system and robot were used to identify potholes and repair them. The device was designed
to cut around the area to be patched (if desired), clean the hole, heat and dry the interior of the
hole, and spray in the patching aggregate and binder. Basically, the patch would be formed using
the spray injection method; however, the remainder of the process, specifically preparing to patch,
was reportedly improved and automated. The savings was estimated about $55 on average per
pothole filled when using automated repairs by using APRV. Moreover, it was maintained that the
system would be safer, result in fewer traffic delays, and lower vehicle maintenance costs because
of the improved road conditions. However, the APRV was never fully adopted as designed.
B.4 Factors For Selecting Optimal Patching Method
In determining which method to use, a number of different factors need to be evaluated.
The evaluation of the factors is critical helping to improve the longevity of the patch. Negligence
to account for variables will result in a less cost-effective patch. The variables include, but are not
limited to, the size of the pothole, time required to patch, distance between potholes, traffic flow,
traffic control measures, required materials, equipment required and equipment costs, number of
potholes, crew size required, productivity rates, and transportation of materials Sizes and locations
of potholes directly affect which method to be selected for the method to be used for patching. To
ensure the quality of a shallow pothole (less than 100mm deep), the patch can be sealed with a
geosynthetic crack-sealing strip and covered with bitumen emulsion. The throw and roll or spray
injection method can be used, but the spray injection is preferred. The seal prevents the patch from
failing due to inadequate bonding between the seal and asphalt. For a medium depth pothole, the
layers of asphalt or aggregate should be roughened for added adhesion and then bonded with a
geosynthetic strip. Either the throw and roll or spray injection method could be used. For a deep
pothole resulting from structural failure at depth, excess water and the water source itself must be
removed or the patch will quickly subside and fail again. It is acceptable to first pour natural
gravel or concrete into the bottom of the pothole, and then add HMA or CMA on top. Using
concrete is risky, however, as it is not flexible and may cause cracks to widen and deepen. The
throw and roll will be preferred for deep potholes, as the spray injection deflects large distances
due to the fineness of the materials.
41
According to Dong et al. (2014), the throw-and-roll technique is used in most states for
temporary and quick purposes for its ease to apply especially in high traffic roads or adverse
weather until using of permanent method later. HMA contributes to 60% of all patching materials,
the rest of the patching materials are bagged or stockpiled cold mixtures. It was stated that the
semi-permanent method is more cost-effective than throw-and-roll. According to Nicholls et al.
(2014), pothole patching techniques include temporary patching during emergency circumstances
when there is a potential hazard on the safety because of a pothole or during harsh winter
conditions where the repair is required in a short time. The methods include throw-and-go (pothole
is not prepared or cleaned and compaction is done only by traffic, edge seal method (similar to
throw-and-roll but with a ribbon of bituminous tack material on top of the patch edge), and spray-
injection patching (placing heated bitumen emulsion and virgin aggregate simultaneously into a
pothole with no compaction).
Methods mentioned in the published SHRP research for patching included throw-and-go,
throw-and-roll, semi-permanent, saw-and-patch, chip-and-patch. These techniques were
recognized and understood widely with their detailed step-by-step installation procedures. Spray
injection was new technique for patching at the time of SHRP research, the use of spray injection
has increased dramatically and is quite common in many states. In this method, a specialized trailer
or truck-mounted equipment is used to blow water and debris from the pothole, spray a tack coat
into the hole, blow asphalt and aggregate together into the hole, then cover the patch with a layer
of aggregate. No further compaction is needed in this method since the aggregate and emulsion
are propelled into the patch area with high pressure air. Spray patching can be used on asphalt or
concrete pavements, and it can be done under adverse conditions because of the speed of doing
the patching. Partial-depth patching was considered as a feasible approach to patching concrete
pavements. It became widely adopted across the US even though the research is still being done
to explore its cost effectiveness and evaluate patching materials and procedures for its repairs.
After SHRP research, the depth considered for a partial-depth patch has been increased to one-
third or one-half the depth of the pavement in some cases.
B.5 Patching Materials
Different types of asphalt mixtures can be used for pothole patching with the throw-and-
roll. Hot mix asphalt from an asphalt plant is typically the best patching material (Anderson, 1988,
Wilson and Romine, 1993, Griffith, 1998). Hot-mix asphalt is considered as a more durable
material because of the ease of installation and compaction and because it provides more effective
bonding with the existing asphalt pavement. Hot mix asphalt can be divided into two types:
• Matrix dominated mixtures (such as hot rolled asphalt and mastic asphalt) that has higher
bitumen content and lower permeability and are easy to compact and has good durability and a
quite smooth surface. Therefore, chipping is required to provide higher skid resistance.
• Aggregate dominated mixtures (such as asphalt concrete and stone mastic asphalt) that has
a lower bitumen content, higher permeability, shorter durability, and require higher compaction
energy.
However, as most asphalt plants are closed in the winter, cold asphalt patching mixes are
typically used as a temporary repair for pothole patching in this season using those patching
methods. Cold-mix asphalt is usually used as a temporary repair, but it can be more durable with
proper installation. The main disadvantage for using these materials is that they are not able to be
compacted to the same level as hot mix asphalts. But it is considered as a faster and applicable
materials in adverse weather conditions. Either cutback bitumen or bitumen emulsion can be used

42
as a binder. Proprietary patching materials such as UPM, Perma-Patch, and QPR 2000 showed
good performance in SHRP research. The use of these materials has increased, and new products
are constantly being introduced to the market. Table B.1 presents some proprietary cold patch
products available in market. Table B.2 presents the commonly used proprietary cold materials in
Ohio LPAs (Rajagopal, 2010). Proprietary materials are used in many states routinely; while it is
difficult to purchase proprietary products in other states. These materials are sometimes sold in
bags rather than being stockpiled. Some form of asphalt mixture is commonly used for asphalt and
concrete pavements patching, asphalt patches on concrete pavements are frequently considered
temporary patches. Polymeric materials can be used on both asphalt and concrete pavements as
well. A detailed description of each available cold mix materials is provided as the following:
• CCM: a category of cold applied pavement repair materials. This mixture consists of dense
graded aggregate and is normally used for temporarily fixing potholes (Lavorato et al.
2013).
• QPR: a cold-mix proprietary material that consists of 100% crushed granular aggregates
with an open gradation and modified bituminous liquid blend. Specific gravity of the
aggregates is measured as 2.55% to 2.75%. The mixture contains 4.0% to 6.0% bitumen
by weight of mixed material. Aggregate coating with bitumen is 95% and this material
remains cohesive up to -26°C (QPR Material Specification).
• UPM: a high-performance cold patching material. UPM contains 5.0% to 6.5% specially
formulated binder and 95% to 93.5% aggregate.
• IAR: IAR consists of cutback bitumen and granular aggregates with a minimum 80%
crushed particles. The mixture contains 4.5% to 6.0% cutback bitumen by weight of mixed
material. This material can be used at temperatures below 0°C, remaining flexible and
cohesive up to -10°C (ProPatch Specification Sheet).
• EZ Street: EZ Street consists of polymer modified cold asphalt mixed with open graded
aggregate. It can be used in the presence of water and all weather conditions. EZ Street is
workable between -18°C and 38°C air temperature. In the winter period, this material can
be heated up to a material temperature of 50°C using a hot-box before application. This
material can be stored for reuse (EZ-Street asphalt).
• SuitKote: SuitKote is a proprietary cold mixture consisting of crushed aggregate and
bituminous material. ASTM requirements are used for selecting binder and aggregate. For
mixing the aggregate with the binder, batch mix plant, drum mix plant or a cold-mix pug
mill are used. Temperature is minimized during mixing to avoid the stripping potential of
bituminous material
• Perma-Patch: Perma-Patch is a proprietary material containing a specially formulated
binder and local aggregate. Normally limestones are used as aggregate for preparing
Perma-patch. Weight of bituminous material is 5.0% to 6% based on the total weight of
mixture.
• WesPro: WesPro is a proprietary cold mixture consisting of aggregate and liquid blend.
Limestone is used as aggregate, and it should follow a standard of ASTM C-136.
Table B.1 List of proprietary cold patch products available in market
Patch name Producer or manufacturer
BOND X
Seaboard Asphalt Products, Inc.
DURO PATCH
Gorman Bros.
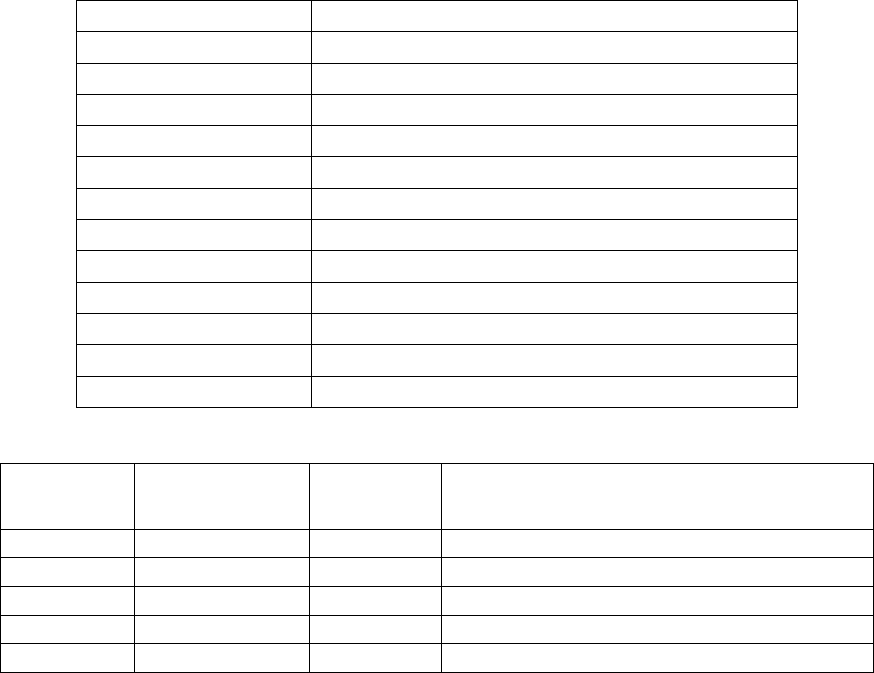
43
HYPERPATCH
Vestal Asphalt, Inc.
I.A.R.
I.M.U.S., Inc.
MAC-V
Midland Asphalt Corp.
MC-400P
Koch Materials Co.
NORJOHN SPC
Norjohn Ltd.
OPTIMIX
Optimix, Inc.
PARCO PATCH
Peckham Materials Corp.
PERFORMIX
Seaboard Asphalt Products
QPR
QPR, A Division Of Lafarge N.A.
S-K MOD
Suit-Kote Corp.
SYLCRETE EV
Sylcrete Corp.
TOP MIX
Tech Mix
UPM
Unique Paving Materials
Table B.2 Proprietary cold mix materials used by Ohio LPAs (Rajagopal, 2010)
City Mix Type How long Comments
Akron
UPM
10 years
Winter installation: throw-and-go
Cincinnati
UPM/QPR2000
20 years
Winter installation: throw-and-go/tamp
Cleveland
UPM
30 years
Temporary patch
Dayton
UPM
30 years
Hand tamped: 2-3 years life
Toledo
UPM
20 years
Throw-and-tamp/roll: 75% last a long time
For spray injection method, No. 8 and No. 9 aggregates are the typical aggregate sizes. No.9
aggregates are typically used for roadway applications such as pothole patching and crack repairs.
There is also an intermediate size (#89) that can also be used with the spray injection method.
Where available, it is recommended to use limestone or dolostone aggregates. However, crushed
gravel can also be used with the spray injection method, provided that it is mixed with a compatible
asphalt emulsion. Table B.3 presents the recommended gradation of different types of aggregates
used with spray injection method. In regard to asphalt emulsion specification, limestone and
dolostone aggregates have better aggregate coating when mixed with an anionic asphalt emulsion
(JASA CRS-2) emulsion. Gravel aggregates have better aggregate coating when mixed with a
cationic asphalt emulsion. The use of lower demulsibility asphalt emulsion may improve aggregate
coating and reduce asphalt emulsion clogging in the field during installation. It is recommended
to use an asphalt emulsion with a lower demulsibility with the spray injection method. It may also
be beneficial to use asphalt emulsions with a lower viscosity to improve the asphalt emulsion flow
in the spray injection unit especially at lower temperatures. Table B.4 presents the recommended
specifications of asphalt emulsion used with spray injection method. I regard to the storage and
handling for spray injection method materials, it is recommended to store an asphalt emulsion in
an insulated tank that is capable of heating and agitating the emulsion, horizontal tanks or truck
distributors with a relatively small capacity may be appropriate for short-term storage. Regardless
of the type of tank used, it should be kept in a ventilated area to avoid exposure to fumes and
vapors. It is also recommended to use the asphalt emulsion within a 30-day period, and to maintain
the asphalt emulsion at ~120
o
F (~50
o
C) in the storage tank. However, using a cold mix with less

44
curing time, better cohesion properties and lower sensitivity to freeze-thaw cycles may increase
durability of pothole patches, especially in winter time.
Table B.3 Recommended gradation of aggregates used with spray injection method
Sieve Size
Percent Passing
(No. 8 Aggregates)
Percent Passing
(No. 89 Aggregates)
Percent Passing
(No. 9 Aggregates)
1/2 inch
(12.5 mm)
100
100
100
3/8 inch
(9.5 mm)
85 to 100
90 to 100
100
No. 4
(4.75 mm)
5 to 30
20 to 55
85 to 100
No. 8
(2.36 mm)
0 to 10
5 to 30
10 to 40
No. 16
(1.18 mm)
0 to 5
0 to 10
0 to 10
No. 50
(0.30 mm)
--
0 to 5
0 to 5
No. 200
(0.075 mm)
0 to 3 [1]
0 to 3 [1]
0 to 3 [1]
[1] Washed gradation value
Table B.4 Recommended specification of asphalt emulsion used with spray injection method
Tests on asphalt emulsion (AASHTO T 59): Min. Max.
Viscosity, Saybolt Furol at 50
o
C (122
o
F), SFS
75 300
Storage Stability, 24 hr, %
---
1
Demulsibility, %*
---
65
Sieve test, %
---
0.1
Residue by distillation, %
62
---
Tests on residue by distillation: Min. Max.
Penetration, AASHTO T 49, dmm
90
150
Ductility @ 25°C, 5 cm/min, cm
40
---
* Demulsibility, 35 ml, 0.02 N CaCl
2
, % for anionic asphalt emulsions,
Demulsibility, 35 ml, 0.8% Dioctyl Sodium Sulfosuccinate, % for cationic asphalt emulsions
Cement-based materials are fast-setting or rapid-hardening cement-based materials that can
be used for rapid pavement repair. Cementitious materials of various types can also be used for
patching the concrete pavements, which is considered to be more permanent. The use of warm mix
asphalt was reported in some states, but if they do that mix would be similar to the hot mix. Cold
mix, cold emulsion mix, or generic stockpile mix are terms used to refer to asphalt mixtures
produced through a hot mix plant, then allowed to cool in a stockpile for later use during cold
seasons. Proprietary cold mix is similar but utilizes some proprietary formulation, often of the
asphalt binder. Materials used for patching concrete pavements include mixtures with cementitious
materials such as normal hydraulic cement, rapid strength hydraulic cement, calcium aluminate,
calcium sulfoaluminate, magnesium phosphate, and other cementing agents. Sometimes latex or

45
polymer-modified concretes are also used. Epoxy materials are also available even they are less
common
In addition to the HMA and proprietary cold mixes, patching materials also include using
Hot Recycled Mix. Table B.5 presents some of the main asphalt mixture recyclers available in
market and their properties in terms of capacity, production rate, and heating system (Nazzal et al.
2020). As seen in Table B.5, Bagela BA10000 and Bagela BA7000 represent the best options for
recycling HMA in terms of all previously mentioned factors. Figure B.8 presents a photo of Bagela
recycler that is typically used by Ohio LPAs for hot mixes recycling. Table B.6 shows a
comparison between the two types of Bagela recyclers mentioned earlier in terms of the total cost
of recycled RAP per ton. As seen in Table B.3, Bagela BA10000 represent a more cost-effective
alternative over the Bagela BA7000, as the total cost per ton was $35.98 for BA10000 whereas it
was $45.46 for BA7000 which indicates a significant difference and better cost efficiency for
BA10000 Bagela recycler (Nazzal et al. 2020).
Table B.5 Main hot mix recyclers available in market (Nazzal et al. 2020)
Recycler Capacity Production Rate Heating System
RENOVA 4000 4,200lbs
2 tons per cycle (10 minutes),
6-8 tons per hour
Direct fire (but no contact for
contents with burner flame)
KM T-2 2,600lbs
2600lbs every 15-20 mins,
approximately 4 tons/hr
Direct fire
Bagela BA10000
Continuous
(2 tons)
up to 12 ton/hr
Indirect heating by oil burner with
separate combustion chamber
Stepp SRM 10-120
Asphalt Recycler
10 cubic foot
Continuous
up to 3 ton/hr indirect heating
Falcon (6-ton
recycler)
6 ton Overnight
Indirect radiant heat (Dual Burner
Recycling Package
Figure B.8 Bagela recycler typically used by Ohio LAPs (Nazzal et al. 2020).

46
Table B.6 Total cost of recycled rap per ton for two types of Bagela recyclers (Nazzal et al.
2020).
Item
Begela
BA10000
Begela
BA7000
Tons per hour
12
7
Capital cost of equipment
$180,000.00
$132,000.00
Labor cost per hour
$60.00
$60.00
Loader hourly rate
$50.00
$50.00
Input material per ton
$3.00
$3.00
Fuel Cost per gallon
$2.76
$2.76
Depreciation (per ton)
$2.56
$1.79
Fuel consumption per hour (gallons)
10
7
Hours of operation per day
2.5
2
Labor hours per day
2.5
2
Loader hours per day
2.5
2
Input material
$36.00
$21.00
Fuel per day
$69.00
$38.64
Labor cost per day
$150.00
$120.00
Loader cost per day
$125.00
$100.00
Maintenance (per day)
$20.00
$20.00
Total operating per ton
$33.33
$42.81
Cost of Rejuvenator per ton of RAP
$2.65
$2.65
Total Cost of Recycled RAP per ton
$35.98
$45.46
Nicholls et al. (2014) indicated that the aggregate size used for repair material depends on
the depth of the pothole to be repaired. Generally, repair materials contain aggregates which have
a maximum aggregate particle size equal or less than 10 mm or 11 mm. The aggregate grading has
a great effect on the performance of an asphalt mixture, dense-graded asphalt mixture performed
well at warm and hot temperatures while open-graded asphalt mixture is required for satisfactory
workability at freezing temperatures. The materials and repair procedures used during the field
studies under contract H-106 are shown in Table B.7.
B.6 State of Knowledge Regarding Patching Performance
Several studies were conducted to evaluate the different pothole patching methods
(Anderson, 1988, Wilson and Romine, 1993, Wilson and Romine, 1993, Maher et al. 2001). The
results of those studies showed that in terms of longevity, the semi-permanent method is superior
as compared to the throw-and-roll and edge seal methods since it enhances the performance of the

47
patches by improving the surrounding support. However, some studies showed that with high
quality mixes the throw-and-roll method can be as effective as the semi-permanent method and is
also comparatively less labor intensive (Wilson and Romine, 1993, Maher et al. 2001). By
comparing the performance of various pothole patching methods, Wilson and Romine (1993) also
demonstrated that the spray injection method is the least expensive and that the patch service life
is significantly better than the throw-and-roll and the semi-permanent methods. Griffith (1998)
reported that the spray injection using trailer type units is versatile and can be utilized for a variety
of highway repairs. In addition, a more exact repair can be made with this type as the operator is
on the ground close to the distressed pavement area. Aside from these advantages, this type of
spray injection has some drawbacks: 1) An increased crew size is required compared to the other
types (one truck driver and one spray injection operator), 2) The spray injection operator is
typically exposed to errant traffic even when proper work zone traffic control is used, and 3) The
operator and parked vehicles may become coated with overspray.
Over the past two decades, studies also focused on identifying and understanding the various
failure types and mechanisms for pothole patching (Wilson and Romine, 1993, Wilson and
Romine, 1993, Maher et al. 2001, Griffith, 1998, Chatterjee et al. 2006). One of the main causes
of failure of winter pothole patches when using the various patching methods (including the throw
and roll and the spray injection patching methods) is inadequate bonding between the patching
material and the existing colder pavement materials surrounding the pothole. This temperature
difference can result in the separation of the two materials, which in turn creates a point of entry
for debris and water to penetrate and may ultimately lead to the failure of the patch.
Table B.7 H-106 Field evaluation materials and procedures. (Mojab et al. 1993).
Material Repair Procedure
UPM High Performance Cold Mix (control)
Throw-and-roll
Edge seal
Semi-permanent
PennDOT 485
Throw-and-roll
Edge seal
Semi-permanent
PennDOT 486 (polyester fibers)
Throw-and-roll
Local Materials
Throw-and-roll
Surface seal
Heated with propane torch
HFMS-2 with Styrelf
Throw-and-roll
Perma-Patch
Throw-and-roll
QPR 2000
Throw-and-roll
Semi-permanent
Spray Injection
Spray injection
Agency Request
Agency request
The tow-behind combination infrared asphalt heater/reclaimer (Figure B.9) can help in
solving the temperature difference problem encountered during winter pothole patching (Nazzal
et al. 2014). This system consists of a reclaimer and a pavement heater. The reclaimer, a hopper

48
that is heated by two infrared heaters to ensure uniform heating, is designed to recycle asphalt
material by reheating it to a workable temperature without burning it. This system enables hot
patching mixtures to be created in cold weather conditions. The resulting patch is a seamless,
watertight, homogenous, long-term patch that could not be previously achieved with other methods
(Nazzal et al. 2014). The reheating process can take between 8 to 16 hours, depending on the
ambient temperatures and the amount of asphalt that is being heated. This combination system also
has an infrared pavement heater that is placed over the area to be repaired for 5 to 10 minutes to
heat both the pothole and the surrounding area. This allows heating the existing pavement material
to a temperature adequate for remixing, rejuvenation, and re-compaction. A steel rake is typically
used to square the area around the pothole to scarify the existing asphalt material. Recycled hot
mix asphalt obtained from the reclaimer is then added and compacted with the existing asphalt
material, creating a watertight, seamless patch. The heater is also very versatile, as it can be used
for patching cracks, alligator cracks, potholes, catch basins, and replacing soft and rotted asphalt.
By creating a seamless patch, the infrared asphalt heater can improve the performance and
longevity of the pothole patches. This eliminates the need to re-patch the same pothole and results
in significant savings in labor, equipment, and traffic control costs as well as a reduction in user
delays (Nazzal et al. 2014). The use of infrared asphalt heaters/reclaimer can also be considered
an environmentally friendly patching method as it helps in reusing waste asphalt mixes and
eliminates the need for new asphalt mixes. The results produced are immediate and durable
(Nazzal et al. 2014).
Figure B.9 Example of a tow-behind combination infrared asphalt heater/reclaimer
Despite the many possible advantages in using infrared heater/reclaimer units, no study has
been conducted to evaluate their use in pothole patching and verify their benefits. One study (by
the Utah Department of Transportation) was only found in the literature on the use of infrared
asphalt heaters for pothole patching. This study demonstrated the use of an infrared heater system
called Heatwurx for pothole patching at two locations (Berg, 2010). The results showed that based
on preliminary data and observations, the Heatwurx process appeared to provide a better fusing of
the repaired area to the surrounding pavement than conventional patching methods. Other states
Infrared pavement
heater
Infrared reclaimer
49
reported the use of infrared asphalt heaters for other applications related to pavement maintenance
and construction practices such as alligator cracking, failed joints, and bridge joints, but not for
pothole patching (Huang and Shu, 2010, Daniel and Anderson, 2010). For example, the Tennessee
Department of Transportation conducted a study to evaluate the use of different longitudinal joint
construction techniques including an infrared heater (Huang and Shu, 2010). This study
demonstrated the infrared heater exhibited the best performance among all other joint construction
techniques. The infrared heater was effective in reducing the air void content and water
permeability as well as increasing the indirect tensile strength of asphalt cores obtained at the
longitudinal joints.
Based on the previous discussion, the use of the infrared asphalt heater/reclaimer system
has the potential to improve the performance of winter pothole patching and reduce its cost. In
addition, it may also provide a more economical solution to other pavement maintenance problems
when compared to conventional methods currently being used. However, research is needed to
validate the cost-effectiveness and benefits of this method and identify its limitations. Research
will help to ensure successful use of this system in the future.
There are many different methods that can be utilized to ensure that a pothole patch is as
efficient and long-living as possible. Quality control helps to keep roads safe for traveling cars.
There are certain guidelines that can be followed to ensure that the patch will be as effective as
possible. The material that is used for the pothole should be suitable for the specific pothole patch.
Certain materials will perform better for specific types of potholes.
Regardless of the material used, and especially in the throw and roll, a slight crown should
be left on the top of the patch to be further compacted. Compacting the fill layers properly will
help to increase the density of the patch. High density corresponds to lower amounts of voids as
well as lower permeability, not allowing water and debris to enter the patch. Do not allow traffic
to significantly compact the patch, which will result in inconsistent density and depressions. The
depressions result in ponding water, which will significantly decrease the life of the patch. No
depressions prevent the patch from interfering with the natural runoff of water, which helps with
drainage issues. It is important that the patch has the same camber to that of the road. A Rapid
Compaction Control Device can be used to control density. Proper density will ensure that the
patch will deflect the same as the adjacent asphalt. It is also important to keep the temperature of
the asphalt or aggregate at the suggested range. Along with temperature, proper sealing of the
joints and cracks (possibly using geosynthetic strips or modified bitumen) between the patch and
pavement is required. Sealing the gaps helps the patch to be aesthetically pleasing, helping it to
blend in with the road. The sides of the patch should be parallel with the edge of the road, which
helps to prevent significant shear and displacement occurring as a result of passing traffic.
There are many tests that can be done in regard to numerical analysis of the patch (Wilson
and Romine, 1999). The resilience modulus can be determined via the triaxial test to help evaluate
that the material has the proper stiffness. The Marshall Stability and Flow test can be used to
determine deformation rates of the patch and the resistance to plastic flow. The maximum and
bulk specific gravity are determined to find the amount of air voids that are present in the patch.
An anti-stripping test can be executed to ensure proper pavement design and resistance to wear.
Sieve analysis can be done on the material to determine particle size distribution. The penetration
test is used to characterize the consistency (permeability and hardness) of semi-solid asphalt. The
ductility test can be done to analyze the stretching of the material. The softening point test can be
used to help determine the temperature at which the asphalt will weaken/harden. A workability

50
test can be executed to determine how easily asphalt can be worked with. (Wilson and Romine,
1999).
The use of quality materials extends the survival rate of the pothole by 50% for the throw
and roll. In regard to spray injection, one specific study determined that the time to fix a 1.1
3
pothole was 2.6 minutes (Maher et al., 2001). The average productivity of the throw and roll
method is about 3.2 tons/person-day. Productivity rates of the spray injection method are on
average 2.8 minutes spent on a pothole that is 1.3
3
in volume. A productivity research
experiment showed that the average productivity of this method is about 3.4 tons/person-day. The
service life is also longer than the throw and roll. The throw and roll method has a high
productivity (15 tons/day), and a relatively high longevity (Orr and Irwin, 2006), with only an
extra minute of two required to compact the patch. TAR Method 3 is also known as the “semi-
permanent” method. This method results in the longest life for the pothole patch due to the solid
compaction against the sides, but also requires more workers and equipment. The productivity
rate is lower. Studies show that 4 workers is the optimum number to be used in this method, and
also that this method is less effective in winter conditions (Wilson & Romine, 1999). This method
can produce a pothole that lasts up to one year (Maher et al. 2001). The throw and roll method
should be used in rural areas. If done properly, some patches can last upwards of 5 years if using
SI. The initial cost of equipment is high, as a trailer unit costs around $40,000 and a single chasis
unit costs around $125,000. The results of those studies showed that in terms of longevity, the
semi-permanent method is superior as compared to the throw and roll and edge seal methods since
it enhances the performance of the patches by improving the surrounding support and allowing
material to be blown into the small cracks of the pothole. By comparing the performance of various
pothole patching methods, Wilson and Romine (1993) also demonstrated that the spray injection
method is the least expensive and that the patch service life is significantly better than the throw
and roll and the semi-permanent methods.
B.7 Cost and Lifespan of Patches
A study by Wei and Tighe (2004) studied the typical service lives of various pavement
preservation techniques in Canada. The average life span and costs of patching was found as shown
in Table B.11. Various types of patching were evaluated in terms of cost-effectiveness (Orr, 2006).
and the cost of different demand patching materials and procedures are shown in Table B.12.
Dong et al. (2014) evaluated the service life for typical techniques for pothole patching used
in Tennessee, results of service life for throw-and-roll patches showed that 30% of the patches
worn out and replaced only 1.5 months after patching, and 70% of the patches were repaired after
14 months from patching. 50% of the original patches failed in the first six months while the
repaired patches lasted more than 12 months.
Table B.11 Average life and cost of asphalt patching methods (Wei and Tighe, 2004)
Patch Technique Life Span (years) Cost (Canadian $/lane/km)
Spray Injection Patching
2
3,375
Machine HMA Patching
4
1,386
Manual HMA Patching
5
1,246
Mill and Patch 10%
6
2,450
Mill and Patch 20%
7
4,900

51
Table B.12 Costs of different patching techniques (Orr, 2006).
Method
Throw-and-Go
(standard cold patch)
Throw-and-Roll
(standard cold patch)
Throw-and-Roll
(proprietary cold patch)
Price ($/ton)
$45
$45
$72
Materials
$900
$900
$1,440
Labor
$676
$901
$901
Equipment
$200
$267
$267
Initial Cost
$1,776
$2,068
$2,608
Survival Rate
10%
25%
50%
Total Cost*
$4,813
$4,782
$4,564
* Assuming failed patches must be replaced three times.
The cost of one patch and the effective cost of multiple repairs in a specific analysis period
were also calculated using a template developed by Wilson and Romine (2001), It was found that
the cost of repair for throw-and-roll, bobcat patches, and semi-permanent techniques including all
different combinations of procedures and materials were $1,210 ± 66, $4,865, and $3,135 ± 96,
respectively. The cost of throw-and roll technique is much less than that for semi-permanent
patches since it requires less equipment, labor, and user delay. The total cost of HMA was found
to be slightly higher than that for cold mixtures although the unit costs are higher for cold mixes
than for HMA, this was explained by the need of the hot truck to carry the HMA material. The
effective (total) cost for a specific time period was calculated based on the one-time repair cost
and patch service time to evaluate the long-term cost-effectiveness, it was found that the expected
service times of semi-permanent and Bobcat methods are 2 and 4 years, respectively, the expected
service life of winter season throw-and-roll is 6 months while that of spring season throw-and-roll
is 12 months.
Dong et al. (2015) evaluated the service life of different throw-and-roll pothole patches over
a 14-month lifespan, using of statistical methods such as logistic regression, classification and
regression trees (CARTs), and survival analysis was done to evaluate the effect of different factors
including length, depth, and width of the patch, level of traffic, speed limit, and times of freeze on
different patches service life, and to study different patching materials performance. Results
indicated similar trends for the significance of factors and performance rankings of materials using
the three statistical methods. It was indicated that less freeze cycles, lower speed limit, and lower
traffic level contributed to a significant longer service life of installed patches, and a longer service
life for the patches done using cold bag mix. It was also indicated by the classification tree method
that significant influences of weather conditions and materials on the service life of patches were
only observed around 1 year after the installation, indicating the necessity of the long-term survey.
Nicholls et al. (2014) performed LCCBA on different repair alternatives and pothole
scenarios shown in Tables B.13 and B.14, respectively, and indicated that for all scenarios, the
agency costs for the immediate repair are higher than for the deferred repair, because traffic
management costs can be reduced through the bundling of pothole repairs. On the other hand, user
costs for deferred repair are higher than for immediate repair, because the existence of potholes
for a longer period increases vehicle operation costs, travel time and accident risk. Also, immediate
repair strategies are preferable compared to deferred repair strategies. Although deferred repair
strategies have lower agency costs, the user costs increase drastically and, thus, the total costs.
Even for scenarios 3 and 4 with lower traffic intensity, the user costs are considerably higher

52
compared to the agency costs. The repair alternatives 1b, 2a, 3a and 3b also show very similar
costs. Although these strategies have different patching survival rates and repair costs, the longer
patching survival and higher costs of one strategy is outweighed by the shorter patching survival
and lower costs of another strategy.
Table B.13 Repair alternatives (Nicholls et al. 2014).
Repair alternative
Repair material
Repair technique
1a
Cold-mix asphalt
Unprepared fill-and-roll
1b
Cold-mix asphalt
Prepared fill-and-roll
2a
Synthetic binder
Prepared fill-and-roll
3a
Hot-mix asphalt
Unprepared fill-and-roll
3b
Hot-mix asphalt
Prepared fill-and-compaction
3c
Hot-mix asphalt
Milling and resurfacing section
Table B.14 Pothole scenarios (Nicholls et al. 2014).
Scenario 1 Scenario 2 Scenario 3 Scenario 4
Thickness of top asphalt layer
50 mm
30 mm
30 mm
50 mm
Remaining service life
6 years
3 years
6 years
3 years
Traffic intensity
High
High
Low
Low
(50×10
6
axles/year)
(50×10
6
axles/year)
(10×10
6
axles/year)
(10×10
6
axles/year)
Amount of precipitation
High
Low
Low
High
(100 mm/month)
(25 mm/month)
(25 mm/month)
(100 mm/month)
B.8 Productivity
The productivity of the various pothole patching operations was evaluated at each test site.
A summary of the times to place different types of patches are shown in Table B.15 (Wilson and
Romine, 1993). As shown in the Table B.15, throw-and- roll and spray injection were comparable
in terms of tons per hour placed and time per patch. It was noted that the reported productivity
included the time for patching only without considering other factors such as mobilization.
Table B.15 Productivity of patching using different methods (Wilson and Romine, 1993)
Method
Range
(min/patch)
Average
(min/patch)
Ave. Productivity
(tons/hr)
Throw-and-Roll
1.5-5.0
2.6
1.6
Edge Seal
2.5-5.4
3.2
1.4
Semi-Permanent
4.2-27.0
13.3
0.3
Spray Injection
1.9-4.6
2.8
1.7
B.9 Summary
From all of the data and research done, there is not one specific method that is a definitive
front runner to be the best method for all pothole patching. It is a close race, and therefore all
criteria must be evaluated properly. The main factor that deteriorates patches is adverse weather.
In adverse weather, high productivity operations are to be used. It is critical that extreme care and
attention to detail is taken during operations in adverse weather. For any pothole, the patching
process should utilize the best materials on the market, as materials with undesirable characteristics
will fail in short time spans. Constant need of repatching will not only add to material, labor, and

53
transportation costs, but it will also put workers out in dangerous areas more often. This calls for
high quality materials to be used, despite their initial high costs, as they will pay off in the long
run. High quality materials are most cost effective. A hot mix would be the preferred material
for patch quality due to the bonding that occurs from the temperature difference of the mix to the
existing pavement and the quality of low permeability. It is most efficient to roll over the patch
about 8 times (Barnett, 2010). One of the main findings of previous research is that the throw and
roll can be just as effective as the semi-permanent method if high quality materials are used. The
suggested tests must also be performed prior to, during, and after patching, as they will give insight
to the longevity of the patch and efficiency of the practice used. Proper amounts of aggregate,
HMA, CMA, binder, etc., will allow the patch to live as long as possible. The throw and roll
method produces a patch that will last the shortest amount of time and economically will be more
expensive on a per-year basis if poor materials are used. Semi-permanent methods for patching
will produce better per-year cost for a patch, but with high initial costs (Wilson & Romine, 1999).
Therefore, it would behoove pothole patchers to utilize the TAR method number 2 using quality
materials to produce the most cost-efficient patch.
B.10 References
• ODOT MQS, “Maintenance Quality Surveying Manual”, Ohio Department of
Transportation, 2008.
• Wilson, T. P., & Romine, A. R. (1999). Materials and procedures for repair of potholes in
asphalt-surfaces pavements. Report number fhwa-rd-99-168. In Champaign, IL: ERES
Consultants. Office of Infrastructure Research and Development.
• Rosales-Herrera, V. I., Prozzi, J. P., & Prozzi, J. A. (2007). Mixture design and performance-
based specifications for cold patching mixtures (No. FHWA/TX-08/0-4872-2).
• Paige-Green, P., Maharaj, A., & Komba, J. (2010).Potholes: Technical guide to their causes,
identification and repair. CSIR. Retrieved from http://www.csir.co.za/pothole_guides/
• Maher, N. Gucunski, W. Yanko, F. Petsi. “Evaluation of Pothole Patching Materials,” Final
Report, FHWA, New Jersey Department of Transportation, 2001.
• Dong, Q., Huang, B., & Zhao, S. (2014). Field and laboratory evaluation of winter season
pavement pothole patching materials. International Journal of Pavement Engineering, 15(4),
279-289.
• Nicholls, C., Kubanek, K., Karcher, C., Hartmann, A., Adesiyun, A., Ipavec, A., ... &
Nielsen, E. (2014). Durable pothole repairs. TRA-transport research arena.
• Nazzal, M. D., Kim, S. S., Zahran, H., & Al-khasawenh, M. (2020). Evaluate ODOT's
Current Berm Compaction Process for Cost Effective Alternatives (No. FHWA/OH-2020-
14). Ohio. Dept. of Transportation.
• Mojab, C. A., Patel, A. J., & Romine, A. R. (1993). Innovative materials development and
testing, vol 5: partial depth spall repair in jointed concrete pavements (No. SHRP-H-356).
• Wei, C., & Tighe, S. (2004). Development of preventive maintenance decision trees based on
cost-effectiveness analysis: an Ontario case study. Transportation research record, 1866(1),
9-19.
• Orr, D.P., Pavement Maintenance, Cornell Local Roads Program, Ithaca, N.Y., 2006.
• Dong, Q., Dong, C., & Huang, B. (2015). Statistical analyses of field serviceability of throw-
and-roll pothole patches. Journal of Transportation Engineering, 141(9), 04015017.
• Anderson, D. “More Effective Cold, Wet-Weather Patching Materials for Asphalt
Pavements,” Report Number FHWA-RD-88-001, Federal Highway Administration, 1988.

54
• Wilson, T. P., and Romine, R., “Innovative Materials Development and Testing, Volume 1:
Project Overview,” SHRP-H-352, Strategic Highway Research Program, National Research
Council, 1993.
• Wilson, T. P., and Romine, R., “Innovative Materials Development and Testing, Volume 2:
Pothole Repairs,” SHRP-H-353, Strategic Highway Research Program, National Research
Council, 1993.
• Shoenberger, J. E., Hodo, W. D., Weiss, C. A., Malone, P. G., & Poole, T. S. (2005).
Expedient repair materials for roadway pavements.
• Mejías-Santiago, M., Valle-Roldan, F. D., & Priddy, L. P. (2010). Certification tests on cold
patch asphalt repair materials for use in airfield pavements. ENGINEER RESEARCH AND
DEVELOPMENT CENTER VICKSBURG MS GEOTECHNICAL AND STRUCTURES
LAB.
• Griffith, “Improved Winter Pothole Patching,” Final Report for Project Number 538, Oregon
Department of Transportation, 1998.
• Chatterjee, S., White, R., Smit, A., Prozzi, J. and Prozzi., J. A., “Development Of Mix
Design And Testing Procedures For Cold Patching Mixtures,” Report Number FHWA/TX-
05/0-4872-1, Texas Department of Transportation.
• Nazzal, M. D., Kim, S. S., & Abbas, A. R. (2014). Evaluation of winter pothole patching
methods (No. FHWA/OH-2014/2). Ohio. Dept. of Transportation. Office of Statewide
Planning and Research.
• Berg, K. “Heatwurx Asphalt Pavement Repair Demonstrations on US-89 in Region 3 and on
I-84 in Region 2,” Report No. Report No. MS-09.14, Utah Department of Transportation,
2010.
• Huang, B. and Shu, X., “Evaluation of Longitudinal Joint Construction Techniques for
Asphalt Pavements in Tennessee,” Final Report for Project#1304, Tennessee Department of
Transportation, 2010.
• Daniel, J. and Anderson, E., “Ray-Tech Joint Heater, Final Research Report,” New
Hampshire Industrial Research Council, 2010.
• Orr, D. P., & Irwin, L. H. (2006). Seasonal Variations of in Situ Materials Properties in New
York State-Final Report. Cornell Local Roads Program, Ithaca, NY.
• Barnett, M. (2010). Anything new in pothole repair? In DeSoto, Kansas: Kansas Department
of Transportation. Retrieved from http://www.ksltap.org.
55
Appendix C Testing Program Data Collection and Analysis
C.1 Development of Testing Program
The research team designed the experimental program to evaluate the productivity, life span,
performance, cost effectiveness, and limitations of different patching techniques and materials.
The LPAs participating this study were chosen carefully so that all the main factors affecting the
winter pothole performance can be evaluated. The research team considered the following factors
while designing the experimental program.
1. Pothole patching methods and/or materials combination: four winter pothole patching
techniques were considered, including throw and roll-tamper, throw and roll-truck tire,
throw and roll-roller, and spray injection.
2. Patching material properties: the effect of patching material types and properties was be
evaluated.
3. Pothole size and depth: potholes with different dimensions (length, width and depth) were
included in the testing plan to evaluate the benefits and limitations of the various patching
methods.
4. Pavement structure type: potholes in flexible as well as rigid pavements were evaluated.
5. Type of road and traffic: roads with different classification (e.g., arterial, collector, and
residential) and average daily traffic were considered.
6. Climate region and weather: climate is considered as an important factor which
influences the construction and performance of the patches; therefore, Ohio was divided
into two regions based on climate (e.g., North and central Ohio) and sites from each region
were selected. It is noted that the testing plan was designed so that the patches undergo
different freeze times (the number of days when the air temperature was lower than the
freezing point) to evaluate the effect of that on the patching longevity.
C.2 Description of the Testing Program
The research team installed a total of 686 pothole patches across four different locations in Ohio,
including Columbus, Cleveland, Findlay, and Fayette. The total number of patches were a
combination of four different patching techniques and nine different patching materials. The
patching techniques included in the study were throw and roll-roller, throw and roll-tamper, throw
and roll-truck tire, and spray injection. Six different patching materials were installed using the
three throw and roll methods. The patching materials included in the study were: UPM, Perma-
Patch, HEI-WAY, Hot Mix asphalt, Hot Recycled Mix, and a Generic Cold Mix. Three different
patching materials were used for spray injection technique, including MWS-90 & No. 8 Limestone
(LS-8), MWS-90 & & No. 9 Limestone (LS-8), LS-9, and RS-2 & LS-8. Besides, the patches were
installed on different road category including arterial/collector and residential to investigate the
effect of traffic volume on the performance of the patches. Patches were also installed on both
flexible and rigid pavement to examine the effect of surface types on the performance of the patch.
The following sections provide a description of each of those sites and the main observations noted
during the installation procedure.
C.1.1 City of Columbus
The summary of the pothole patches installed in Columbus are presented in table C.1. A total of
366 pothole patches were installed all across the City of Columbus. The patches were installed

56
different road category including arterial/collector and residential on potholes of different sizes to
investigate the effect of traffic volume and the pothole size on the performance. In addition, to
investigate the effect of surface type on the performance of the patch, installation of patches was
done on both flexible and concrete pavement. As shown in Table C.1, a total of 15 combinations
of method and patching materials were implemented to compare the effectiveness of method and
materials on the performance of the patch.
Table C.1 Testing matrix for the pothole patches for the City of Columbus
Method
Material
Flexible Pavement
Rigid
Pothole
patched
Arterial/Collector
Residential/Alley
Large/
Medium
Small
Large/
Medium
Small
Large/Medium
Small
Throw
and roll-
truck tire
UPM
7
8
3
1
NA
NA
19
Perma-
Patch
8
7
2
3
NA
NA
20
HEI-
way
10
5
3
4
NA
NA
22
Throw
and roll-
tamper
UPM
9
16
3
1
6
3
38
Perma-
Patch
9
6
4
2
6
5
32
HEI-
way
12
6
2
2
4
17
43
HRM
NA
2
3
2
NA
NA
7
HM
NA
NA
NA
4
NA
NA
4
Throw
and roll-
Vibratory
roller
UPM
10
6
6
3
4
9
38
Perma-
Patch
11
7
2
2
3
8
33
HEI-
way
20
19
3
1
4
5
52
HRM
NA
NA
2
1
NA
NA
3
HM
6
4
NA
NA
NA
NA
10
Spray
Injection
MWS-
90 &
No 8
LS
5
3
5
6
4
3
26
MWS-
90 &
No 9
LS
NA
NA
NA
NA
6
13
19
Total=
366

57
Figure C.1 shows the location of all the patches installed in Columbus. The patches were installed
within a span of 3 months. Based on the location and the time of installations the patches were
divided into five groups. Group 1 and 2 comprises of pothole that were installed 01/14/2021 and
01/21/2021. A total of 75 potholes were patched using throw and roll-roller, throw and roll-tamper
and spray injection on both arterial/collector and residential streets. Group 3 was installed on
01/27/2021 on a rigid pavement. A total of 100 patch were installed on that day. Patches were
installed with throw and roll-roller, throw and roll-tamper with three different patching materials
including HEI-WAY, UPM, and Perma-Patch. In addition, spray injection method was also used
with two types of materials including MWS-90 & LS-8 and MWS-90 & LS-9. Group 4 is
comprised of 130 pothole patches. Out of 130 patches only 10 were installed on 01/21/2021 and
rest of 120 were installed on 03/03/2021. All the patches on group 3 belong to arterial streets. All
the methods included in the study were utilized to patch the potholes. Materials used on these
patches included HEI-WAY, UPM, and Perma-Patch for three throw and roll methods and MWS-
90 & LS-8 for spray injection. All the potholes in group 5 were installed on 04/02/2021 on both
residential and arterial/collector streets. A total of 61 potholes were patched using all three throw
and roll methods. The materials used in group 5 were HEI-WAY, UPM, and Perma-Patch.
Figure C.1 Location of the pothole patches in the City of Columbus
C.1.2 City of Cleveland
A total of 236 potholes were patched in City of Cleveland. The patches in Cleveland were installed
using throw and roll- roller, throw and roll-tamper, and spray injection technique. Two types of
patching materials were used in Cleveland for the throw and roll method, including UPM and Hot
recycled mix. For spray injection, the selected material was RS-2 and LS-8. The location of the
pothole patches located in Cleveland are shown in Figure C.2. As shown in Figure C.2, the patches
is Cleveland were categorized into two groups based on the location and the time of installing the

58
patches. Group 1 is comprised of a total of 105 pothole patches of different sizes which included
potholes on both arterial/collector and residential streets. All 105 pothole patches were installed
on 01/23/2021. The pothole patches were installed using three installation methods including
throw and roll-roller and throw, roll-tamper, and spray injection. Group 2 was constructed on
3/9/2021 and 3/17/2021 using the same materials and method as group 1. In addition, group 2
included patches that were installed on both flexible and rigid pavement. Both group 1 and group
2 included patches with a variety of depth and pothole sizes. The summary of the testing matrix of
City of Cleveland is presented in Table C.2
Table C.2 Testing matrix for the pothole patches for the City of Cleveland
Method Material
Flexible Pavement
Rigid
Pothole
patched
Arterial/Collector
Residential
Large/
Medium
Small
Large/
Medium
Small
Large/
Medium
Small
Throw
and roll-
tamper
UPM
11
13
4
3
10
6
47
HRM 24 14 3 3 5 7 56
Throw
and roll-
Vibrator
y Roller
UPM
12
12
9
6
9
6
54
HRM 17 7 4 3 11 5 47
Spray
Injection
RS-2
and No 8
LS
8 5 5 1 8 5 32
Total
=
236
C.1.3 City of Findlay
The City of Findlay had a total of 58 pothole patches installed in the city. The summary of the
patches are shown in Table C.3. As shown in Table C.3 out of the total 58 pothole patches, 54
patches were installed with HEI-WAY and only 4 of them were patched with UPM. All the patches
included in the study from City of Findlay were patched with throw and roll- truck tire technique.
As shown in Table C.3, 5 patches were installed on arterial streets. The rest of the patches were
installed on residential street. The installed pothole patches were of different sizes including
large/medium and small. All the pothole patches were installed between 01/13/2021 to 01/28/2021.
The locations of the pothole patches are shown in Figure C.3.
C.1.4 Fayette County
A total of 26 pothole patches were installed in Fayette County which included the use of UPM and
a Generic Cold Mix as patching materials and throw and roll-tamper and throw and roll-truck tire
as patching technique. The installed patches had different sizes and depths. Out of the 26 pothole
patches, 19 were installed on a collector streets and rest of the patches were installed in residential

59
area. All the patches were installed on 04/1/2021. Table C.4 presents the summary of the potholes
installed in Fayette County and the location of these patches are shown in Figure C.4.
Figure C.2 Location of the pothole patches in the City of Cleveland
Table C.3 Testing matrix for the pothole patches for the City of Findlay
Method Material
Flexible
Pothole
patched
Arterial/
Collector
Residential
Large/Medium Large/Medium Small
Throw
and
roll-
truck
tire
UPM
NA
4
NA
4
HEI-
WAY
5 36 13 54
Total=
58

60
Figure C.3 Location of the pothole patches in the City of Findlay
Table C.4 Testing matrix for the pothole patches for the Fayette County
Method Material
Flexible
Pothole
patched
Arterial/ Collector
Residential
Large/
Medium
Small
Large/
Medium
Small
Throw
and roll-
truck tire
UPM
3
2
1
NA
6
Generic
Cold Mix
NA
NA
2
NA
2
Throw
and roll-
truck tamp
UPM
5
3
1
NA
9
Generic
Cold Mix
3
3
2
1
9
Total
=
26

61
Figure C.4 Location of the pothole patches in the Fayette County
C.3 Conduct Training for LPAs
A training session was held for maintenance staff in different participating LPA to pass on the
knowledge about different methods and materials used in this study. The research team provided
the attendees with the step-by step procedure for performing each method, proper measures to be
taken to ensure the patch properly installed, materials specifications and storage and handling
requirements, as well as factors to be considered when installing patches. In addition, this session
intended to train LPA on data collection protocols to document the installation of pothole patches
as well as how to perform the periodic field evaluations and use the developed database to store
the different types of data. In addition, a short video was created for each patching technique,
which was then uploaded to YouTube. The link for each video was distributed amongst the LPA
for their learning purpose. A booklet was created which included a step-by-step guide for each
patching technique used in this study. The booklet was provided to each participating LPA for
distribution amongst the maintenance staff. A picture of the booklet having step by step guideline
of the patching method is shown in Figure C.5.
C.4 Data Collection
The data collection program for this study can be divided into two segments, including the
documentation of the installation steps and evaluation of the installed patches. Data for both of the
segments were gathered using google forms and then stored in cloud based google spreadsheet.
The google form was customized specifically for the need of the study. The following sections
describes the data collections program in details.

62
Figure C.5 A quick guideline for installation of pothole patch using different methods
63
C.4.1 Development of Interactive Database
An interactive database was developed to assist in collecting, storing, processing, and analyzing
the field data. This database was developed using online cloud based google spreadsheet. Two
cloud-based databases were created, namely (1) ORIL pothole installation database, and (2) ORIL
pothole evaluation database. The first database was linked to an interface developed with a cloud
based google form, namely Installation form which consisted of all installation information and
included the following inputs: patch id, whether or not it is a repatch, site location, pavement type,
pothole dimensions (width, length, depth), patching method, name(s) of person(s) recording the
data, time and date of installation, air and pavement temperatures, pavement condition, weather
condition, patching material type, temperature of patching material (at container), crew size,
equipment used, installation duration, compaction temperature immediately before compaction,
picture before and after the patch was installed, presence of water, use of tack coat and torch before
patch installation. These inputs were divided into three sections. Figure C.6 presents a screen shot
of all the sections of the installation form. The evaluation database was linked with another cloud
based google form, namely Evaluation form which consisted of a table of the different types of
patch distresses along with their rating criterion developed in the Strategic Highway Research
Program (SHRP) studies (2). Figure C.7 presents a screen shot of the evaluation form used in this
study.
C.4.2 Documentation of the Installation
Information related to installation were collected on the job site through the installation form
(Figure C.6). Besides other key information, such as patching practice, patching equipment type
used by different LPAs were documented for future reference. Finally, when the pothole was
finished patching, the patch was marked with white paint for future identification during
evaluation. Figure C.8 shows some of the pictures taken during the installation process.
C.4.3 Performance Data Collection
Field Inspections were conducted periodically one week, one month, two months, four months, six
months, and eight months after the installation of the patches. During the evaluation, performance
based on several distresses were recoded, including bleeding, dishing, missing patch, edge
disintegration, raveling and cracking. Each patch was rated individually based on the distresses on
a scale of 0 to 4, where 4 means the patch performed excellent and 0 means the patch performed
poorly. Table C.5 presents the distresses for which the performance data were collected and their
corresponding rating criteria. The performance of the patch was rated based on visual inspection
except dishing, which was measured with a slide caliper every time during the inspection. Dishing
was measured at three equally spaced points both parallel and perpendicular to the traffic direction
and then the final dishing was the average of those measurements. Figure C.9 shows a picture
taken during measuring dishing of a patch. Photos were taken during the survey to document the
extent of distresses for future reference.

64
Figure C.6 A snapshot of the installation form

65
Figure C.7 A snapshot of the evaluation form

66
Figure C.8 Equipment used during the installation of patch: a) hot box used by the City of
Columbus, b) hot box used by City of Cleveland, c) equipment used by City of Columbus for
spray injection, d) equipment used by City of Cleveland for spray injection, e) tamper used for
compaction, f) a five ton roller for compaction

67
Table C.5 Evaluation Rating criteria for the pothole patch
Distress Types
Rating
4
3
2
1
0
Bleeding
None
<30%
>30% but
<60%
>60% but
<90%
>90%
Dishing
None
<6.4 mm
>6.4 mm but
<12.5 mm
>12.5 mm
but <25 mm
>25 mm
Edge Disintegration
None
<30%
>30% but
<60%
>60% but
<90%
>90%
Missing Patch
None
<30%
>30% but
<60%
>60% but
<90%
>90%
Raveling
None
Pock
marks on
surface
due to
loss of
fines
Larger
particles
loose, loss
limited to
surface
Damage
reaching
beyond
surface but
limited to top
0.5 inch
Damage
beyond
top 0.5
inch
Shoving/Tracking
None
Localized
bulge <
6.4 mm
bulge>6.4
mm but
<12.5 mm
bulge>12.5
mm but <25
mm
bulge>25
mm
Cracking
None
Single
crack with
width <
1.5 mm
Single crack
width > 1.5
mm but < 6
mm
Single Crack
width > 6
mm
Alligator
(Crack
width > 6
mm and
crack are
connected)
Figure C.9 Dishing Measurement
68
Appendix D Results of Data Analysis
D.1 Analyses of Factors Affecting the Performance of Pothole Patch
Two types of data mining techniques were employed in order to determine the factors that have
significant effect on the patching performance. First, a classification tree model was developed to
predict categorical response variable. A classification tree is consisted of root node, which keeps
splitting into child nodes until it reaches to the terminal nodes. The terminal nodes are basically
the response variable. The best predicting variable and the cut points are chosen as the splitting
criteria to split a root node into child nodes. The predicting variables and the cut points are selected
in such a way so that the child nodes have the least possible variability. In other words, in a
classification tree, a predictor and the cut point are selected as the splitting criteria which will yield
the best possible accuracy of the model. Second approach that was applied to investigate the
significance of different predicting variable was the random forest. Random forest is an advanced
classification tree-based algorithm which is more efficient in predicting classed over a single
classification tree. The basic idea of random forest is to build a large number of classification tree,
then the final result of the model is based on the outcome of the majority of the tree. One of the
biggest advantages of random forest algorithm is that it provides the importance of different
variables to predict the response variable. However, a single classification tree can be a lot more
interpretive and may be more practical to be used in decision making.
D.2 Description of the variables Included in the Study
A total of 10 predicting variable were used to predict the performance of the installed patches. The
goal was to identify the most important variables which may dictate the performance and longevity
of the patch. The predicting variable included in this study were patching method, patching
materials, road category (traffic volume), road surface type, pothole size, pothole depth, number
of freezing days below 26°F, number of days to experience first snow fall after installation, total
number of freeze-thaw days, and region. The predicting variables were combination of categorical
and numerical variables. Each categorical variable had different levels. The description of the
predicting variables used in this study are listed in Table D.1 The response variables were different
levels of performance, including overall performance, dishing, missing patch, and edge
disintegration. The overall performance of a patch was a combination of all the distresses
experienced by the patches and was calculated by the equation shown in Table D.2. The weighting
factors associated with each distress were assigned based on the importance level the agency will
give on a particular distress. According to their judgement missing patch was the most important
distress type followed by dishing and edge disintegration. Raveling is considered to be least
important. Other types of distresses such as cracking and shoving were not observed withing the
time period of the study. Hence, these distresses were not considered to measure performance.
Bleeding was observed in few cases, especially for spray injection technique. However, the
agencies consider bleeding to a good performance indicator. The performance indicators of the
pothole patches were then categorized in to ‘Good’, ‘Fair’, and ‘Poor’ based on the criteria
described in Table D.2

69
Table D.1 Description of variables considered in this study
Predicting Variable
Type
Symbol
Levels
Patching Methods Categorical Methods
4 (Throw and Roll-Tamper, Throw
and Roll- Truck Tire, Throw and
Roll-Roller, Spray Injection)
Patching Materials Categorical Materials
8 (HEI-WAY, UPM, Perma-Patch,
Hot Recycled Mix, Hot Mix
Asphalt, MWS-90 & LS-8, MWS-
90 & LS-9, RS-2 & LS-8)
Road Category Categorical Road_Category 2 (Arterial/Collector, Residential)
Pavement Type Categorical Pavement_Type 2 (Rigid, Flexible)
Pothole Size Categorical Pothole_Size 2 (Large/Medium, Small)
Pothole Depth Categorical Depth_Cat 2 (High, Low)
Region Categorical Region 2 (Central Ohio, North Ohio)
Number of Freezing
Days Below 26°F
Numerical FD_26 NA
Number of Days to
Experience First snow
Fall After Installation
Numerical DFS NA
Total Number of
Freeze-thaw Days
Numerical NFTD NA
Table D.2 Performance classification criteria
Response
variable
Performance Rating
Performance Category
Dishing (D)
0 (≥ 25 mm), 1 (≥ 12.5 mm Dishing < 25 mm), 2
(≥ 6.4 mm Dishing < 12.5 mm), 3 (>0 mm
Dishing < 6.4 mm), 4 (No Dishing)
Good (Rating >2), Fair
(Rating =2), Poor
(Rating < 2)
Missing Patch
0 (≥ 90%), 1 (≥ 60% Missing Patch < 90%), 2
(>30% Missing Patch <60%), 3 (Missing Patch ≤
30%), 4 (No Missing Patch)
Good (Rating =4), Poor
(Rating <4)
Edge
Disintegration
0 (≥ 90%), 1 (≥ 60% Edge Disintegration < 90%),
2 (>30% Edge Disintegration <60%), 3 (Edge
Disintegration≤ 30%), 4 (No Edge Disintegration)
Good (Rating ≥2), Poor
(Rating <2)
Overall
Performance
(OR)
OR = (0.40∗Missing
Patch+0.30∗Dishing+0.25∗Edge.
Disintegration+0.05∗Raveling)/4∗100%
Good (OR >= 80), Fair
(≥60 OR <80), Poor
(OR <60)
70
D.3 Factors Affecting Patching Performance
D.3.1 Factors Affecting Dishing
The classification tree developed for all over Ohio to predict the dishing performance is shown in
Figure D.1. As shown by the tree, the dishing performance of the patches depend on number of
variables, including material types, pavement types, patching method, pothole size, and pothole
depth and their interaction. It can be observed that the root node was split into two nodes based on
materials type. Patches having material types including Generic Cold Mix, HEI-WAY, Perma-
Patch, MWS-90 & LS-8, and MWS-90 & LS-9 fell into the left node and other set of materials
including Hot Mix, Hot Recycled Mix, RS-2&LS-8, and UPM were split into the right node. The
terminal nodes present the expected performance of the patch. It is noted that the materials on the
left node showed high dishing for larger sized pothole regardless of patching methods, pavement
type, and depth. For smaller sized pothole these materials showed low dishing for throw and roll-
roller. However, their dishing was dependent on the depth of the pothole and interaction between
depth and materials when the patches were installed by spray injection, throw and roll-tamper, and
throw and roll-truck tire. Patches associated with potholes with relatively higher depth exhibited
higher dishing. Patches with relatively lower depth showed lower dishing when the materials were
Perma-Patch and MWS-90 & LS-9 and higher dishing was observed when materials used were
HEI-WAY and MWS-90 & LS-8. Materials on the right-hand node performed comparatively
better in terms of dishing. It was interesting to note that the dishing performance of these materials
was influenced by the pavement type (asphalt and concrete pavement). All of them exhibited lower
dishing when patches were installed on concrete pavement. This lower dishing performance may
be associated with the stronger lateral support to the installed patches provided by the concrete
pavement. The performance of dishing on asphalt pavement was affected by the patching
technique, pothole size, and their combination with the materials. As shown by the tree, larger
sized patches with spray injection, throw and roll-tamper, and throw and roll-truck tire in
combination with Hot Mix, RS-2 & LS-8, and UPM showed higher dishing. Low dishing was
observed on the other terminal nodes. It can be noted from the tree that environmental factors did
not play any significant role predicting dishing performance.
Figure D.2 presents the classification tree generated only for the central Ohio. Similar to the
previous model the factors affecting the dishing performance were including material types,
pavement types, patching method, pothole size, and pothole depth and their interaction. In
addition, classification tree model for central Ohio only was able to capture the effect of road
category (Arterial/Collector and Residential) on dishing. It is apparent from the tree that larger
sized patches installed on potholes having relatively higher depth will have high dishing if the
materials are Generic Cold Mix, HEI-WAY, MWS-90& LS-8, MWS-90 & LS-9, and Perma-
Patch. For potholes with lower depth better dishing performance can be achieved with the
application of roller during installation. It is noted that the dishing performance of Hot Mix, UPM,
and Hot Recycled Mix for large sized pothole depended on the method and the road category. The
dishing was observed to be low when roller was used. On the other hand, when throw and roll-
truck tire and tamper were used, high dishing was observed in arterial roads and low dishing was
observed in residential roads. As shown by the tree, patches with smaller size were split into right
hand node. This node was then further split into two subsequent nodes: right hand node contains
materials, including HEI-WAY, Hot Recycled Mix, MWS-90 & LS-8, MWS-90 & LS-9, and
Perma-Patch. It is interesting to note that the dishing performance of these materials are influenced
by methods, depth of the pothole, pavement type, as well as their interaction with the materials.

71
On the other hand, materials such as Hot Mix and UPM had low dishing for smaller sized patches
regardless of other factors.
Figure D.1 Classification tree for predicting dishing for all pothole patches
The factors affecting the dishing performance of the patches in Northern Ohio is presented in
Figure D.3. As per the classification tree, the root node is split into two nodes based on patching
techniques. The left node which only contains patches installed with throw and roll truck tire
yielded high dishing. The right node contains the patching techniques including spray injection,
throw and roll-tamper, and throw and roll-roller. It is observed that the dishing of patches installed
on concrete pavement using these techniques were low. This is in consistent with previous models
developed for north and central Ohio combined and central Ohio only. For the patches installed in
asphalt pavement the dishing was low when the patches were installed by roller. For other patching
methods, the performance was dependent on road category, pothole depth, materials, as well as

72
their interaction. For example, high dishing was observed when spray injection and throw and roll
tamper were used in arterial roads. For residential streets high dishing was observed only when the
depth of the potholes was relatively higher. Similar to the previous two models for dishing, any
environmental factors did not affect the dishing performance.
Figure D.2 Classification tree for predicting dishing for the patches located in central Ohio

73
Figure D.3 Classification tree for predicting dishing for the patches located in north Ohio
D.3.2 Factors Affecting Edge Disintegration
The classification tree to predict edge disintegration is shown in Figure D.4. Classification tree
shown in Figure D.4 are developed for all the patches installed for the study. As indicated by the
tree patching material plays the most significant role in predicting edge disintegration, followed
by patching methods, and number of freezing days below 26°F. In general, HEI-WAY, hot mix,
and UPM with different throw and roll methods performed very well in terms of edge
disintegration. The performance of generic cold mix and hot recycled mix was dependent on the
patching method used during the installation. Good edge disintegration performance was observed
when these materials were compacted with roller/truck tire. However, sever level of edge
disintegration was observed when tamper was used, especially when the patches wen under more
than 22 days of freeze time below 26°F. Spray injection, in general, showed very good performance
in terms of edge disintegration and Perma-Patch exhibited the worst level of dishing regardless of
other variables.

74
Figure D.4 Classification tree for predicting edge disintegration for all pothole patches
Similar pattern was observed in the classification tree (shown in Figure D.5) model developed only
for the patches installed in the City of Columbus. In addition, it is interesting to note that pavement
type played important role in predicting edge disintegration. It is observed that more severe level
of edge disintegration occurred on the patches on concrete pavement than that of asphalt pavement,
particularly when HEI-WAY was used for throw and roll method and MWS-90 & LS-8 was used
for spray injection. UPM for throw and roll method and MWS-90 & LS-9 for spray injection
performed very well in terms edge disintegration. On the other hand, Perma-Patch and hot recycled
mix showed poor performance.
The classification tree developed for the patches installed in North Ohio (shown in Figure D.6)
further illustrates the importance of patching materials, methods, pavement type, and freeze time
on the patching performance in terms of edge disintegration. Overall, spray injection with RS-2 &
LS-8 and UPM with throw and roll methods showed good performance. However, the performance
of HEI-WAY and hot recycled mix were dependent on the patching technique and freeze time.
Poor performance was observed for both materials when tamper/truck tire was used during
patching and the number to freeze days below 26°F was more than 22 days.
D.3.3 Factors Affecting Missing Patch
Figure D.7 shows the classification tree model to predict the presence of missing patch for central
and north Ohio combined. The classification tree which predicts if there is any missing patch or
not. According to the tree, patching materials plays the most crucial role predicting the presence

75
of missing patch. First, the root node was split into two nodes where the left node contains patches
installed with HEI-WAY, Hot Mix, MWS-90 & LS-8, MWS-90 & LS-9, RS-2 & LS-8, and UPM
and the right node contains Generic Cold Mix, Hot Recycled Mix, and Perma-Patch. It is clearly
observed that if the patches are installed with the materials in the right node, the patches will most
likely have missing patches after eight months. The presence of missing patch of materials on the
left node was dependent on many factors including patching methods, pavement type, pothole
depth, environmental factors such as number of days to experience first snow fall after installation
and number of freezing days below 26°F as well as interactions between these factors. For
example, missing patch is most likely to be present in the patches were installed with throw and
roll-tamper and number of days to experience first snow fall after installation is less than 2 and
number of freezing days below 26°F is greater than 35. Therefore, it is suggested to avoid anu
patching work if there is any snow on the next day in the weather forecast, especially in the colder
region where the number of freezing days below 26°F is expected to be greater than 35. Besides,
the patches installed with HEI-WAY and MWS-90 & LS-8 on concrete pavement demonstrated
missing patch. Similar behavior was observed for UPM and RS-2 & LS-8 on concrete pavement
when the depth of the pothole was low. Lack of adhesion between concrete surface and the
patching materials could be the main reason for the missing patch. No missing patches were
observed when these materials were used on asphalt pavement.
Figure D.5 Classification tree for predicting edge disintegration for the patches located in central
Ohio

76
Figure D.6 Classification tree for predicting dishing for the patches located in north Ohio
Figure D.8 shows the classification tree for central Ohio to predict the presence of missing patch.
Again, the root was split into two materials groups: the left node with contained MWS-90 & LS-
9 and UPM did show any presence of missing patch at the end of eight months. For the materials
on the right node, the presence of missing patch was influenced by many factors. For spray
injection with MWS-90 & LS-8 missing patch was observed when the pothole size was large.
Similarly, missing patch was also evident in Parma-Patch installed with roller for larger sized
pothole. For HEI-WAY, the presence of missing patch, however, was found to be dependent on
the number of freezing days below 26°F. When the number of freezing days below 26°F was
greater than 22, missing patch were observed. No missing patch was observed for HEI-WAY,
perma-Patch, and MWS-90 & LS-8 when the pothole size was small. Hot Mix patched with roller
did not show any missing patch regardless of the size. However, as indicated by the last terminal
node, both Hot Mix and Hot Recycled Mix exhibited missing patch when installed with throw and
roll-tamper. Similarly, missing patch was observed for both Generic Cold Mix and Perma-Patch
when installed with tamper or truck tire. Finally, for HEI_WAY installed with tamper/truck tire,
missing patch was only present when the pothole had shallow depth.
The classification tree to predict the presence of missing patch for the north Ohio is presented in
Figure D.9. As shown in Figure D.9, the factors that governed the presence of missing patch were
patching technique, materials, number of freezing days below 26°F, and pothole depth. The root
node, in this case, was split into two nodes where the right node contains patches installed with
throw and roll-tamper and the left node contains patches installed with throw and roll-roller, throw
and roll-truck tire, and spray injection. It is interesting to note that the presence of missing patch

77
associated to throw and roll-tamper patching technique is influenced by the number of freezing
days below 26°F. if the number of freezing days below 26°F is greater than or equal to 22, the
patch is expected to have missing patches. On the other hand, when the number of freezing days
below 26°F is below 22, the patches will still have missing patches when the Hot Recycled Mix is
used. Similar outcome was also observed in the previous model for central Ohio. Therefore, the
combination of Hot Recycled Mix with tamper may not a viable option for pothole patching. The
number of freezing days below 26°F also played a crucial role in determining the missing patch
for spray injection, throw and roll-roller, and throw and roll-tamper. HEI-WAY and Hot Recycled
Mix showed missing patch even when installed with roller and truck tire when the number of
freezing days below 26°F was above 22. UPM and RS-2 & LS-8 with spray injection did not show
any missing patch, indicating the sustainability of these materials compared to HEI-WAY and Hot
Recycled Mix. When the number of freezing days below 26°F was below 22, and pothole depth
was low, missing patch was observed for spray injection. Nonetheless, throw and roll-roller did
not show any missing patch in that situation. Therefore, throw and roll -roller might be a more
viable option to install the patches on shallow potholes.
Figure D.7 Classification tree for predicting presence of missing patch for all pothole patches

78
Figure D.8 Classification tree for predicting presence of missing patch for the patches located in
central Ohio
D.3.4 Factors Affecting the Overall Performance of the Patch
Figure D.10 shows the classification tree model to predict the overall performance of the patches
installed in all over Ohio. As indicated by the tree patching method, material type, depth, and
number of freezing days below 26°F are the most critical in predicting the overall performance.
As shown by the tree, for throw and roll patching technique, if the material used is HEI-WAY, the
expected performance after eight months will be fair. Other materials such as UPM, Hot Mix, and
Hot Recycled mix is expected to have good performance when patched with roller. When the
material used for throw and roll-roller was Perma-Patch, the performance was affected by the depth
of the patch. The performance of the patches with lower depth was good whereas, the performance
of the patches with higher depth was poor. Similarly, the performance of spray injection technique
also depended on the combination of the materials used. When applied with MWS-90 & LS-9 and
RS-2 & LS-8 the performance of the patches were fair and good respectively. On the other hand,
the performance of MWS-90 & LS-8 was good when the depth was low and poor when the depth
of the patch was high. The performance of throw and roll-tamper and throw and roll-truck tire was
also found to be dependent on the materials used. When used with Hot Mix, Hot Recycled Mix,
and Parma-Patch the expected performance is poor. However, when used with HEI-WAY and

79
UPM, the expected performance was influenced by the number of freezing days below 26°F. As
shown by the tree, when the number of freezing days below 26°F is less than 35, the performance
was fair. On the other hand, the number of freezing days below 26°F is greater than 35, the
performance of UPM and HEI-WAY was good and poor, respectively.
Figure D.9 Classification tree for predicting presence of missing patch for the patches located in
north Ohio

80
Figure D.10 Classification tree for predicting overall performance for all pothole patches
Figure D.11 shows the classification tree generated only for central Ohio. In this case, the root
node was split by the materials type. Patches with HEI-WAY, Hot Mix, UPM, and MWS-90 &
LS-9 were split into left node and other materials such as Generic Cold Mix, Hot Recycled Mix,
Perma-Patch, and MWS-90 & LS-8 were split into right node. Materials on the right nodes are
expected to perform poor with patched with throw and roll-tamper and throw and roll-truck tire.
When patched with throw and roll or spray injection technique, the patches are expected to perform
fair when number of days to experience first snow fall after installation is greater than or equal to
2 and expected performance is poor when number of days to experience first snow fall after
installation is less than 2. Therefore, pothole patching should be avoided if it is expected to have
snow fall on the very next day. For the other set of materials including HEI-WAY, Hot Mix, and
UPM, throw and roll-tamper yielded fair performance. The performance of the patches with throw
and roll-roller technique was dependent on the depth. When the depth was high, the overall
performance of the patches with HEI-WAY was fair and the performance of the patches with UPM
and Hot Mix was good. However, when the depth of the pothole was low, the performance was
good regardless of the material type. The performance throw and roll-tamper using Hot Mix, HEI-
WAY, and UPM was dependent on number of freezing days below 26°F. It can e observed that
when number of freezing days below 26°F is greater than or equal to 37 the performance is poor
and fair/good when it is below 37.

81
Figure D.11 Classification tree for predicting overall performance for the patches located in
central Ohio
The classification tree developed for North Ohio is shown in Figure D.12. In general, spray
injection, throw and roll-roller, and throw and roll-truck tire yielded fair performance when
number of freezing days below 26°F was below 22. However, when number of freezing days below
26°F was above 22 the performance of Hot Recycled Mix and HEI-WAY turned out to be poor.
Hot recycled Mix with throw and roll-tamper was found to be poor. On the other hand performance
of UPM with throw and roll-tamper was dependent on the pavement type. The performance was
found to be poor when patches were installed on asphalt pavement and fair when installed on
concrete pavement.
D.3.4 Importance of Variables
The importance of variable on the performance of the patches were determined from random forest
classification model. It is possible to get the importance of each variable considered in this study
separately from random forest model. However, random forest does not provide any information
on the interaction within these variables. Figure D.13 through Figure D.16 present the importance

82
of variable plot for dishing performance, missing patch, and the overall performance. As shown in
the figures, materials and patching methods are the most significant factors predicting all the
performance indices. Therefore, the local agencies must focus more on these two factors than
anything else. It is also noticed that geometry of the pothole, including the size and depth play
critical role on dishing and overall performance. This is in consistent with the outcome from the
classification tree developed to predict dishing and overall performance. For the missing patch
other than methods and materials, number of freezing days below 26°F was found to be very
important predicting the missing patch. Besides, the geometry of the pothole (size and depth) was
significant to presence of missing patch as well.
Figure D.12 Classification tree for predicting overall performance for the patches located in
north Ohio

83
Figure D.13 Variable importance plot for predicting dishing
Figure D. 14 Variable importance plot for predicting edge disintegration
Figure D.15 Variable importance plot for predicting presence of missing patch
0
20
40
60
80
100
Variable Importance
0
20
40
60
80
100
Variable Importance
0
20
40
60
80
100
Variable Importance

84
Figure D.16 Variable importance plot for predicting the overall performance
D.4 Survival Analysis
Survival analysis was conducted to determine the expected lifetime of each patching material with
different patching methods. Time required for each individual patch to fail was calculated to
estimate survival life based on the analysis. The criteria based on which the failure was determined
and example of failed patches based on the criteria are shown in Figure D.17. These failure criteria
were developed based on the consultation with two inspectors from City of Columbus. The idea
was to develop a failure criterion which takes decision making process of a field practitioner into
consideration. As per the discussion with the inspectors, three main types of distresses were
considered to be the most important: dishing, missing patch, and edge disintegration. Therefore,
four different criteria were developed which included only dishing, only missing patch,
combination of missing patch and edge disintegration, and combination of all the distresses. A
patch was considered to have failed if any of the criteria was met during evaluation.
The survival analysis was conducted using the ‘Flexsurv’ package in statistical software R. During
the evaluation, a large number of patches were found to have survived the entire period. In
addition, few of the patches were repatched while fixing a pothole nearby. The survival time of
these patches were considered to be censored. Nonetheless, both censored and uncensored
lifetimes were included in the analysis. A summary of the censored and uncensored lifetime for
each material are provided in table D.3. In general, potholes patched with throw and roll- roller
patching and spray injection technique had more censored data than potholes patched with throw
and roll-truck tire and throw and roll-tamper. This clearly indicates that the patches with throw
and roll-roller and spray injection had a higher survival rate than the patches with other two
methods.
0
20
40
60
80
100
Variable Importance

85
D.4.1 Kaplan-Maier Survival Estimator
Figure D.18 through Figure D.21 shows the non-parametric Kaplan-Meier survival estimates of
all four patching techniques in the study with respect to different patching materials. The Kaplan-
Meier curves are the estimates of the survival function based on the maximum likelihood estimator.
Each curve in these figures provide the survival probability of a patching material at a given time.
As indicated by the Kaplan-Meier curves, for all the throw and roll methods, UPM and HEI-WAY
had the higher survival probability than rest of the patching materials. On the other hand, Perma-
Patch and Hot Recycled Mix had the lowest survival probability. It is interesting to note that, Hot
Mix had a relatively higher survival probability when it was rolled with a vibratory roller.
However, the survival probability of Hot Mix was amongst the lowest when it was tamped during
the installation. Hot Recycled Mix and Hot Mix were not used for throw and roll truck tire method,
thereby by no survival curves are shown. Three types of patching materials were utilized for spray
injection technique, including MWS-90 & LS-8, MWS-90 & LS-9, and RS-2 and LS-8. Among
them, no failure was observed for MWS-90 & LS-9 which is also indicated by the Kaplan-Meier
curve with the highest survival probability. Between the rest of the two materials, RS-2 and LS-8
showed higher survival probability than MWS-90 and LS-8.
Figure D.17 Developed failure criteria or the pothole patches

86
Table D.3 Overview of the percentage of censored and uncensored data for the survival analysis
Methods
Materials
Uncensored
Censored
% Censored
Throw and Roll- Roller
HEI-WAY
16
36
69%
Hot Mix
2
7
78%
Hot Recycled Mix
25
20
44%
Perma-Patch
21
11
34%
UPM
23
70
75%
Throw and Roll-Tamper
HEI-WAY
22
23
51%
Hot Mix
4
0
0%
Hot Recycled Mix
55
10
15%
Perma-Patch
23
10
30%
UPM
38
57
60%
Throw and Roll- Truck
Tire
HEI-WAY
33
35
51%
Perma-Patch
16
5
24%
UPM
12
18
60%
Spray Injection
MWS-90 & LS-8
12
14
54%
MWS-90 & LS-9
0
19
100%
RS-2 $ LS-8
12
21
64%
Figure D.18 Kaplan-Meier Survival Curves for Throw and Roll-Roller
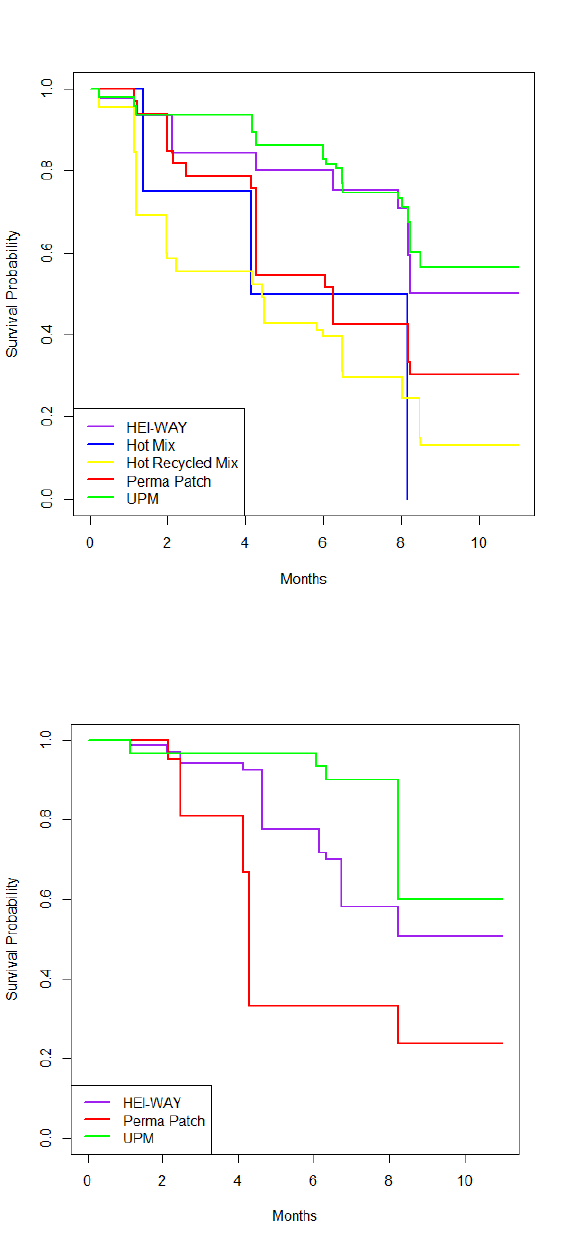
87
Figure D.19 Kaplan-Meier Survival Curves for Throw and Roll-Tamper
Figure D.20 Kaplan-Meier Survival Curves for Throw and Roll-Truck Tire

88
Figure D.21 Kaplan-Meier Survival Curves for Throw and Roll-Spray Injection
D.4.2 Hazard Risk Analysis Using Cox Proportional Hazard Model
Kaplan-Meier survival curves provides a straightforward graphical comparison between the
survival probabilities of each material based on different methods. However, the visual comparison
in not enough to check the statistical significance of the relationship between the materials and the
methods. Besides, other factors such as size of the pothole, depth of the potholes, weather
conditions need to be adjusted for a statistically unbiased comparison. To compare the service life
of each patching material and method unbiasedly by adjusting the other factors, Cox proportional
hazard model was used. Using the Cox proportional hazard model, the hazard ratio of the patching
material and method with respect to baseline was computed with their corresponding significance
level (P-value). The results of Cox proportional hazard model are presented in Table D.4 through
Table D.7.
Table D.4 shows the results of the Cox proportional hazard models that were run on different
patching materials. For each patching material, Cox proportional model was run to compare the
survival life of different patching techniques. For comparison of all three throw and roll methods,
throw and roll-roller was selected as the baseline category. From Table D.4, it is noted that the
hazard ration of both throw and toll-tamper and throw and roll-truck tire for all materials are more
than 1, meaning that the risk of failure associated with both throw and roll-tamper and throw and
roll-truck tire are higher than that of throw and roll-roller. The p-value corresponding to the hazard
ration shows the statistical significance at 95% confidence level. It is noted that except for two

89
cases (UPM with throw and roll-truck tire and Perma-patch with throw and roll-tamper), the hazard
ratios are statistically significant. In other words, the survival life of patches with throw and roll-
roller are significantly longer than that of rest of the two throw and roll methods. Table D.4 also
presents the results of log-rank test. The log-rank test was conducted to verify the statistical
significance of two survival curves. For each case presented in Table D.4, the p-value associated
with the log rank test score indicates if the difference between survival curves of baseline and the
case compared with the baseline is significant or not (p-value less than equal to 0.05 is statistically
significant). Similar to hazard ratio, all survival curves were found significantly different than
throw and roll-roller except UPM with throw and roll-truck tire and Perma-patch with throw and
roll-tamper
Table D.4 Hazard ratio of throw and roll-tamper and truck tire comapred tothrow and roll-roller
Materials
Variable (TR-
ROLLER as
baseline)
Hazard Ratio P-value
Logrank test
Logrank test
score
P-
value
HEI-Way
TR-TAMP
1.9606
0.0408
4.2553
0.0391
TR-TRUCK
2.0004
0.0232
5.4865
0.0192
UPM
TR-TAMP
1.7241
0.0394
4.3873
0.0362
TR-TRUCK
1.4370
0.3090
0.9920
0.3191
Perma-Patch
TR-TAMP
1.5496
0.1485
2.0881
0.1485
TR-TRUCK
1.9487
0.0462
3.7992
0.0513
Hot Mix
TR-TAMP
7.3690
0.0229
5.5351
0.0186
Hot recycled
Mix
TR-TAMP 2.2790 0.0007 12.3560 0.0004
Table D.5 summarizes the hazard ratio with p-value for each material with different throw and roll
methods. In this case, all the patching materials were compared with the baseline material UPM.
UPM was found to be the best performing material and therefore was selected as the baseline. It
is noted that the hazard ratio of HEI-WAY related to all the three patching techniques are very
close to 1 and statistically not significant. Therefore, it may be concluded that the survival life
associated with HEI-WAY are statistically similar to that of UPM regardless of the patching
techniques. On the other hand, much higher hazard ratio were found for Perma-Patch compared to
UPM for all techniques, specifically for throw and roll-truck tire. The p-value corresponding to
each hazard ration were less than 0.05, indicating that the risk of failing is statistically significantly
higher for Perma-Patch compared to UPM for all patching techniques. It is interesting to note that
the hazard ratio of Hot Mix was less than 1 compared to UPM when it was patched with roller.
However, much higher hazard ratio (close to 5) was observed when it was patched with a tamper.
Therefore, significantly shorter life span is expected for Hot Mix if it is installed using a tamper.
For Hot Recycled Mix, patches installed with both roller and tamper shows a significantly higher
hazard ratio than that of UPM, indicating a significantly shorter lifespan of Hot Recycled Mix.
These results are very much consistent with the observations drawn from the Kaplan-Meier
survival curves presented in the previous section.

90
Table D.6 shows the hazard ratio of MWS-90 & LS-9 and RS-2 & LS-8 using spray injection
technique compared to MWS-90 & LS-8. As shown in Table D.6, the hazard ratio associated with
RS-2 & LS-8 are less than 1 compared to MWS-90 & LS-8. However, the p-value corresponding
to the hazard ration indicates that the effect is not statistically significant. The hazard ratio
associated with MWS-90 & LS-9 was found to be close to zero indicating a significantly higher
chance of survival compared to MWS-90 & LS-8.
Table D.5 Hazard ratio of different materials compared to UPM
Materials
Variable
(UPM as
baseline)
Hazard Ratio P-value
Logrank test
Logrank test
score
P-
value
HEI-WAY
TR-ROLLER
1.0660
0.8440
4.2553
0.0391
TR-TAMP
1.2240
0.4510
0.5572
0.4554
TR-TRUCK
1.5415
0.2000
1.7464
0.1863
Perma-Patch
TR-ROLLER
2.9510
0.0004
11.9420
0.0005
TR-TAMP
2.3810
0.0011
9.7194
0.0018
TR-TRUCK
3.6710
0.0008
11.1460
0.0008
Hot Mix
TR-ROLLER
0.8071
0.7710
0.0897
0.7646
TR-TAMP
4.9380
0.0031
6.0110
0.0142
Hot Recycled
Mix
TR-ROLLER
2.7150
0.0006
11.6080
0.0007
TR-TAMP
3.8020
0.0000
39.2870
0.0000
Table D.6 Hazard risk analysis among different combination of materials for spray injection
Method
Variable
(MWS-90 &
LS-8 as
baseline)
Hazard Ratio P-value
Logrank test
Logrank test
score
P-
value
Spray
Injection
MWS-90 &
LS-9
1.752E-09
0.9980
15.9980
0.0001
RS-2 & LS-8
0.6469
0.2880
1.1197
0.2900
Table D.7 summarizes the hazard ratio of all the methods in combination with UPM. The base
line, in this case, was spray injection with MWS-90 & LS-9. The aim was to compare the best
performing cold mix with the best performing spray injection mix. As shown in the table below,
the hazard ratio of UPM with roller was close to 1 and not statistically significant. Therefore, UPM
with throw and roll-roller will have statistically similar service compared to MWS-90 & LS-9.
However, such may not be the case when UPM is installed with tamper or truck tire. As shown in
Table D.5 the hazard ratio related to tamper and truck are 2.7581 and 2.4948, respectively.
Therefore, UPM with tamper or truck tire will most likely have shorter lifespan than MWS-90 &
LS-9.

91
Table D.7 Hazard ratio of different throw and roll methods compared to spray injection
Material
Variable
(MWS-90 &
LS-9 as
baseline)
Hazard
Ratio
P-value
Logrank test
Logrank test
score
P-value
UPM
TR-ROLLER
1.5869
0.395
0.8039
0.3699
TR-TAMPER
2.7581
0.0541
4.854
0.02758
TR-TRUCK
2.4948
0.114
2.8302
0.09251
D.4.3 Mean Survival Life of the Patching Materials
Table D.8 presents the summary of the expected mean survival life for the patches installed on
residential streets. The survival life of patching material was estimated using parametric survival
function. The distribution of the survival function was selected based on the corrected Akaike’s
information criterion (AIC). AIC value is a statistical tool which can be used to investigate the
fitness of a particular statistical model. It measures the relative difference between the likelihood
of the fitted model and the true likelihood of the actual data. Smaller AIC value indicates a better
statistical fit of a particular model. The survival life of patching materials with different patching
techniques was estimated separately for residential roads and arterial or collector roads.
As shown in Table D.8, UPM was the standout performer having mean survival times of 24+
months, 17 months, and 20 months for throw and roll-roller, throw and roll-tamper, and throw and
truck tire. Perma-Patch had a survival time of 11 months and 9.5 months for throw and roll-truck
tire and throw and roll-tamper, respectively. Hot Recycled Mix had very poor survival life of 2
months when it was installed by throw and roll-tamper. However, survival life improved
reasonably when it was installed with roller. HEI-WAY with truck tire performed well with a
survival life of 14 months. Both MWS-90 & LS-9 and RS-2 & LS-8 with spray injection technique
showed excellent mean lifetime of 24+ months and 19 months, respectively.
Table D.8 Mean survival life for the patches is residential roads
Methods Materials
Mean Survival
Life
Throw and Roll-Truck
Tire
HEI-Way
14 mths
UPM
20 mths
Perma-Patch
11 mths
Throw and Roll-Tamp
Hot Recycled Mix
2 mths
UPM
17 mths
Perma-Patch
9.5 mths
Throw and Roll-Roller
Hot Recycled Mix
7 mths
UPM
24 mths +
Spray Injection
MWS 90 and LS 8
24 mths+
RS-2 and LS 8
19 mths

92
The survival life for patches installed in arterial and collector was estimated separately for Large
and small sized pothole. Table D.9 presents the mean survival life of the patches installed in arterial
and collector roads. In general, it is noted that the survival for patches installed in smaller sized
potholes had longer survival life than that of larger sized potholes for all materials and methods.
Similar to residential roads, UPM and HEI-WAY were the standout performer for all patching
techniques with relatively long survival life. Hot Mix asphalt showed a relatively long survival life
of 12.5 months and 14 months for large and medium sized pothole, respectively. However, the
survival life reduced to 4 months when the patches were installed with tamper for Hot Mix asphalt.
Perma-Patch had relatively poor survival life, particularly when it was patched with tamper or
truck tire. The survival life for Perma-Patch was 5.5 months for truck tire and tamper and 8-9
months for throw and roll-roller. Hot Recycled Mix had a survival life of 10-12 months for throw
and roll-roller. However, it had a mean survival life of only 5.5 months when it was patched with
tamper. Both MWS-90 & LS-9 and RS-2 & LS-8 with spray injection technique had excellent
survival life of 24+ months. The survival life, however, for MWS-90 & LS-8 was only 4.5 months.
Table D.9 Mean survival life for patches installed in arterial road
Methods
Materials
Large/Medium
Small
Throw and Roll-Roller
HEI-Way 11 mths
13.5
mths
Hot Mix
12.5 mths
14 mths
Hot Recycled
Mix
12 mths
10.5
mths
Perma-Patch
8 mths
9 mths
UPM
14 mths
16 mths
Throw and Roll-Tamp
HEI-Way
8.5 mths
13 mths
Hot Mix
4 mths
-
Hot Recycled
Mix
5.5 mths 9 mths
Perma-Patch
5.5 mths
7.5 mths
UPM
15 mths
13 mths
Throw and Roll-Truck
Tire
HEI-Way
7 mths
9.3 mths
Perma-Patch
5.5 mths
5.5 mths
UPM
13 mths
11 mths
Spray Injection
MWS 90 and LS
8
4.5 mths -
MWS 90 and LS
9
24 mths + -
RS 2 and LS 8 24 mths +
24 mths
+
93
D.5 Cost Analysis
One of the main objectives of this study was to perform cost analysis for different combinations
of methods and materials. Several factors were considered in the cost analysis, including
productivity of each method, initial cost of the material used, repair equipment cost, repair crew
cost, traffic control cost, and estimated survival life. Most of the information related to the cost
were gathered from City of Columbus. The details related to cost analysis and the estimated life
cycle cost are discussed in the following sections.
D.5.1 Productivity
One of the main objectives of this study was to document the productivity of considered pothole-
patching methods: spray injection, throw and roll-tamper, throw and roll-truck tire, and throw-and-
roll-roller. Data related to 120 potholes from a single project site were collected for different
patching methods. By combining this information, the productivity of the patching methods was
computed using the following equation
P = (V
avg
/T
avg
) x (γ) x (1/2,000 ton/lb) x (60 min/hr) *(Hr) (1)
Where,
P = Productivity of the patching crew, tons per day
γ = Patch density, lb/ft
3
V
avg
= Average volume of the potholes being patched using given method, ft
3
T
avg
= Average time required to patch the potholes using given method, minutes
Hr = Total patching hour in a day (hr/day)
A density value of 125 lb/ft
3
was used for
throw-and-roll and spray injection, which is based on
the density measured in the field. The parameter, Hr in Eq. 1, is the actual percent of a day spent
patching by the crew. This takes into account the setting up traffic control, taking breaks, or
traveling between pothole locations, cleaning of the equipment during and after installation of the
patch, etc. Typically, the total hour of patching on a single day was found to be between 4 to 4.15
hours. Figure D.22 presents the average productivity of the four considered methods. The throw
and roll-tamper method had the best productivity, followed by the throw and roll-truck tire and
throw and roll-roller method. Spray injection had the lowest productivity among all the methods.
It is worth mentioning that during the installation of the patches, the nozzle of the spray injection
repair equipment needed cleaning frequently which slowed down the productivity. Besides, both
the roller and the spray injection equipment needed more time to move from one patching location
to other which may have delayed the installation time for both methods.
D.5.2 Factors Considered for the Cost Analysis
Table D.10 shows the summary of the inputs used for the cost analyses performed in this study for
different combination of patching methods and materials. As shown in Table D.10, the direct total
cost for a combination of method and material included material cost, repair crew cost, traffic
control cost, repair equipment cost, and traffic control wages. In addition, the productivity and the
expected mean life were considered to calculate the life cycle cost of a combination of method and
material. These costs were calculated based on the information collected from City of Columbus
and a previous study conducted by Nazzal and Kim (2014). The average repair life for a specific
combination of method and material was taken from Table D.8 and Table D.9.

94
Figure D.22 productivity of different patching methods
Table D.10 Summary of the inputs used for the cost analysis
Input
Throw and
Roll-
Tamper
Throw and
Roll-Truck
Throw and
Roll-Roller
Spray
Injection
Material Cost
($/ton):
HEI-WAY
104.67
104.67
104.67
NA
UPM
122.83
122.83
122.83
NA
Perma-Patch
520.00
520.00
520.00
NA
Hot Mix
Asphalt
115.00
115.00
115.00
NA
Hot
Recycled
Mix
50.00
50.00
50.00
NA
MWS 90 &
LS 8
NA
NA
NA
60.00
MWS 90 &
LS 9
NA
NA
NA
60.00
RS2 & LS 8
NA
NA
NA
60.00
Initial Need (tons):
200.00
200.00
200.00
200.00
Repair Crew Wages ($/day):
719.00
719.00
954.50
954.50
Traffic Control Wages ($/day):
319.92
319.92
319.92
319.92
Repair Equipment cost ($/day)
55.43
55.43
297.38
341.44
Traffic Control Equipment Cost
($/day)
26.00
26.00
26.00
26.00
Productivity (tons/day):
3.25
2.65
1.50
1.37
User Delay Costs ($/day):
0
0
0
0
0.00
1.00
2.00
3.00
4.00
TR-TAMP TR-TRUCK TR-ROLL SPRAY
INJECTION
Productivity (tons/day)
Patching Methods

95
Estimated Average Repair Life
(months):
Table D.8 &
Table D.9
Table D.8 &
Table D.9
Table D.8 &
Table D.9
Table D.8 &
Table D.9
The material cost used for the cost analysis were obtained from City of Columbus. It is worth
mentioning that the total cost for Hot Recycled Mix was actually the sum of the material cost and
the cost of rejuvenator. For the materials used for spray injection technique the total cost was
calculated considering the cost for both emulsion and aggregate. The labor rates for the repair and
traffic control crews were determined based on the cost information collected City of Columbus
during patching of potholes at the different sites. The number of workers in the repair crew differed
from one patching method to another, but each crew had one supervisor/manager. Therefore, a
labor cost that represents the average wage of the repair crew workers was first determined
($235.5/day/person). This was then multiplied by the number of workers and added to the labor
cost for one manager (248/day).
The equipment cost was calculated based on the equipment used during the patching installation.
For throw and roll-tamper and truck tire only the daily cost for a dump truck and a pickup truck
were included. For throw and roll-roller the daily cost of a 5-ton roller was included in addition to
the daily cost for a dump truck and a pickup truck. Finally, for spray injection, the daily cost of the
spray injection equipment and a pickup truck were considered.
The longevity and survival rate are important factors in evaluating the cost-effectiveness as it
determines the number of repatch that will occur in analysis period. In this study, the mean
expected life value were computed with ‘Survfit’ package in ‘R’, The average life for repairs
performed utilizing the throw and roll and spray injection method were estimated. For few
combinations of method and materials (i.e., Throw and roll-roller with UPM) the mean survival
life could not be calculated since there were no failure withing the project time line. For such cases,
the mean survival life was assumed to be 24 months for the calculation of life cycle cost. In other
words, they were assumed to last all through the cost analysis duration.
D.5.3 Estimation of Life cycle Cost
A similar approach as that developed and used as part of the SHRP program was utilized in this
study for estimating the cost of repairs performed using the three methods considered in this study
(11). In this approach, the total cost for repairing potholes for a given time frame in a district is
computed using the following expression:
C
T
= [(T
TOT
/L
EXP
) ] x [(N/P
o
) x (C
L
- C
E
- C
TC
) + (N × C
M
) ] (4)
Where
C
T
= Total cost of patching operation for the given time frame, dollars
T
TOT
= Time for analysis, years
L
EXP
= Life expectancy for material-procedure combination, years
N = Material needed for patching initial potholes, tons
P
o
= Productivity of the operation, tons per day
C
L
= Cost of labor needed for patching operation, dollars per day
C
E
= Cost of equipment needed for patching operation, dollars per day
C
TC
= Cost of traffic control for patching operation, dollars per day
C
M
= Cost of material delivered to yard, dollars per ton

96
Table D.11 through Table D.13 shows the life cycle cost of different patching method and
materials for residential streets. The tables were listed in an ascending order based on the life cycle
cost of a combination of method and materials. As shown in Table D.11 through Table D.13, UPM
installed with tamper and truck tire and HEI-WAY with throw and roll-truck tire are by far the
most cost effective combination for residential area for the analysis period of 6, 12, and 18 months.
Although throw and roll-tamper patching technique was found to be economical for UPM and
HEI-WAY, it was found to be one of the most expensive techniques when used with Perma-Patch
or Hot Recycled Mix, especially for the analysis period of 12 and 18 months due to their very short
expected life. Therefore, patching materials needs to be carefully selected for these patching
techniques if the pothole patches are expected to last more than six months. For residential streets,
only two patching materials were used for throw and roll-roller, including UPM and Hot Recycled
Mix. In general, throw and roll with roller were found to be more on the expensive side compared
to throw and roll-truck tire and throw and roll-tamper in combination with UPM and HEI-WAY.
For throw and roll-roller use of Hot Recycled Mix was found to be cheaper than UPM only for the
analysis period of six months. However, due its shorter survival life, the life cycle cost of Hot
Recycled Mix with throw and roll-roller became more expensive when the analysis period was 12
or 18 months. Therefore, use of Hot Recycled Mix may not be an optimum option when the
potholes are expected to last more than six months even though it material cost is low. Similar to
throw and roll-roller, the life cycle cost spray injection technique was also on the higher end.
Although the expected life of the patches with spray injection technique were long, the life cycled
cost within the analyses period were high due to its repair equipment and crew cost. Therefore,
spray injection may only be considered when the agencies are expecting pothole patches with
expected life of more than at least 18 months.
Table D.11 Life cycle cost for the patches in residential streets for analysis period of 6 months
Methods
Materials
Cost
Throw and Roll-Tamp
UPM
$93,442
Throw and Roll-Truck Tire
HEI-Way
$105,537
Throw and Roll-Truck Tire
UPM
$109,169
Throw and Roll-Roller
Hot Recycled
Mix
$222,924
Throw and Roll-Tamp
Hot Recycled
Mix
$236,627
Throw and Roll-Roller
UPM
$237,490
Spray Injection
MWS 90 and LS
8
$253,079
Spray Injection
RS-2 and LS 8
$253,079
Throw and Roll-Truck Tire
Perma-Patch
$253,299
Throw and Roll-Tamp
Perma-Patch
$253,299

97
Table D.12 Life cycle cost for the patches in residential streets for analysis period of 12 months
Methods
Materials
Cost
Throw and Roll-Tamp
UPM
$93,442
Throw and Roll-Truck Tire
HEI-Way
$105,537
Throw and Roll-Truck Tire
UPM
$109,169
Throw and Roll-Roller
UPM
$237,490
Spray Injection
MWS 90 and LS
8
$253,079
Spray Injection
RS-2 and LS 8
$253,079
Throw and Roll-Truck Tire
Perma-Patch
$276,326
Throw and Roll-Tamp
Perma-Patch
$319,957
Throw and Roll-Roller
Hot Recycled
Mix
$382,155
Throw and Roll-Tamp
Hot Recycled
Mix
$473,253
Table D.13 Life cycle cost for the patches in residential streets for analysis period of 18 months
Methods
Materials
Cost
Throw and Roll-Tamp
UPM
$98,938
Throw and Roll-Truck Tire
UPM
$109,169
Throw and Roll-Truck Tire
HEI-Way
$135,690
Throw and Roll-Roller
UPM
$237,490
Spray Injection
MWS 90 and LS
8
$253,079
Throw and Roll-Truck Tire
Perma-Patch
$414,489
Throw and Roll-Tamp
Perma-Patch
$479,935
Spray Injection
RS-2 and LS 8
$530,447
Throw and Roll-Roller
Hot Recycled
Mix
$573,233
Throw and Roll-Tamp
Hot Recycled
Mix
$709,880

98
Table D.14 through Table D.19 presents the life cycle cost of different combination of methods
and materials for arterials/collector streets. Unlike residential zone, the life cycle cost was
estimated separately for large/medium and small sized patches. Similar to residential streets, throw
and roll-tamper and throw and roll-truck tire in combination with UPM and HEI-WAY were found
to be the most economical within the analysis period. Hot Recycled Mix patched with throw and
roll-tamper was the most economical within six months of the analysis period. However, it was
found to be relatively expensive when the expected life of patches are 12 months and more,
especially for larger sized potholes. Therefore, Hot Recycled Mix may not be economical to install
larger sized patches if agency is looking for a service life of more that at least six months. The life
cycle cost of Hot Mix asphalt for both throw and roll-tamper and roller was relatively more
expensive than typical cold mix asphalt. The difference in cost between typical cold mix and hot
mix asphalt was more prominent in case of throw and roll-tamper method since the expected life
of Hot Mix asphalt with throw and roll-tamper was only 4 months and expected to be repatched
several time within the total analysis period. Perma-Patch was found to be the least economical
among all the mixes and therefore, may not be a viable option to install winter pothole patches.
For the analysis period of six months, throw and roll tamper and truck tire with all materials except
Perma-Patch were more economical than that of throw and roll roller. Although materials with
throw and roll roller patching technique had comparatively longer service life, the repair
equipment and crew cost was much costlier than that of throw and roll tamper and truck tire.
Therefore, throw and roll with roller should only be considered when the patches are expected to
last at least one year. In addition, focus should also be given on the selection of patching materials
since choice of patching materials may affect the life cycle cost significantly. Spray injection
technique was also more expensive due to its equipment and crew cost, especially within the
analysis period of six months. However, spray injection was found to be more economical than
certain combination of materials with throw and roll tamper and truck tire technique when the
analysis period was 12 and 18 months. Therefore, in the absence of quality cold patching materials,
spray injection may be the most economical choice in the long term. However, the longevity of
the patch will also depend on the property of the patching materials. Therefore, similar to all other
methods, care must be taken to select a proper combination of patching materials for spray
injection technique.
Table D.14 Life cycle cost for the small patches in arterial/collector streets for analysis period of
6 months
Method
Material
Cost
Throw and Roll-Tamp
Hot Recycled Mix
$78,876
Throw and Roll-Tamp
HEI-Way
$89,810
Throw and Roll-Tamp
UPM
$93,442
Throw and Roll-Truck
Tire
HEI-Way
$105,537
Throw and Roll-Truck
Tire
UPM
$109,169

99
Throw and Roll-Roller
Hot Recycled Mix
$222,924
Spray Injection
RS 2 and LS 8
$230,796
Throw and Roll-Roller
HEI-Way
$233,858
Throw and Roll-Roller
Hot Mix
$235,924
Throw and Roll-Roller
UPM
$237,490
Throw and Roll-Tamp
Perma-Patch
$253,299
Throw and Roll-Truck
Tire
Perma-Patch
$262,033
Throw and Roll-Roller
Perma-Patch
$316,924
Table D.15 Life cycle cost for the small patches in arterial/collector streets for analysis period of
12 months
Method
Material
Cost
Throw and Roll-Tamp
HEI-Way
$89,810
Throw and Roll-Tamp
UPM
$93,442
Throw and Roll-Tamp
Hot Recycled Mix
$105,167
Throw and Roll-Truck
Tire
UPM
$119,093
Throw and Roll-Truck
Tire
HEI-Way
$136,177
Spray Injection
RS 2 and LS 8
$230,796
Throw and Roll-Roller
HEI-Way
$233,858
Throw and Roll-Roller
Hot Mix
$235,924
Throw and Roll-Roller
UPM
$237,490
Throw and Roll-Roller
Hot Recycled Mix
$254,770
Throw and Roll-Roller
Perma-Patch
$422,565
Throw and Roll-Tamp
Perma-Patch
$434,227
Throw and Roll-Truck
Tire
Perma-Patch
$524,067

100
Table D.16 Life cycle cost for the small patches in arterial/collector streets for analysis period of
18 months
Method
Material
Cost
Throw and Roll-Tamp
HEI-Way
$124,352
Throw and Roll-Tamp
UPM
$129,381
Throw and Roll-Tamp
Hot Recycled Mix
$157,751
Throw and Roll-Truck
Tire
UPM
$178,640
Throw and Roll-Truck
Tire
HEI-Way
$204,265
Spray Injection
RS 2 and LS 8
$230,796
Throw and Roll-Roller
UPM
$232,616
Throw and Roll-Roller
Hot Mix
$303,331
Throw and Roll-Roller
HEI-Way
$311,810
Throw and Roll-Roller
Hot Recycled Mix
$382,155
Throw and Roll-Roller
Perma-Patch
$633,848
Throw and Roll-Tamp
Perma-Patch
$651,340
Throw and Roll-Truck
Tire
Perma-Patch
$786,100
Table D.17 Life cycle cost for the large patches in arterial/collector streets for analysis period of
6 months
Method
Material
Cost
Throw and Roll-Tamp
Hot Recycled Mix
$86,046
Throw and Roll-Tamp
HEI-Way
$89,810
Throw and Roll-Tamp
UPM
$93,442
Throw and Roll-Truck
Tire
HEI-Way
$105,537
Throw and Roll-Truck
Tire
UPM
$109,169
Throw and Roll-Tamp
Hot Mix
$137,813

101
Throw and Roll-Roller
Hot Recycled Mix
$222,924
Spray Injection
RS 2 and LS 8
$230,796
Throw and Roll-Roller
HEI-Way
$233,858
Throw and Roll-Roller
Hot Mix
$235,924
Throw and Roll-Roller
UPM
$237,490
Spray Injection
MWS 90 and LS 9
$251,584
Throw and Roll-Truck
Tire
Perma-Patch
$276,326
Throw and Roll-Tamp
Perma-Patch
$286,754
Throw and Roll-Roller
Perma-Patch
$316,924
Spray Injection
MWS 90 and LS 8
$343,069
Table D.18 Life cycle cost for the large patches in arterial/collector streets for analysis period of
12 months
Method
Material
Cost
Throw and Roll-Tamp
UPM
$93,442
Throw and Roll-Truck
Tire
UPM
$109,169
Throw and Roll-Tamp
HEI-Way
$134,714
Throw and Roll-Tamp
Hot Recycled Mix
$172,092
Throw and Roll-Truck
Tire
HEI-Way
$180,920
Throw and Roll-Roller
Hot Recycled Mix
$226,702
Spray Injection
RS 2 and LS 8
$230,796
Throw and Roll-Roller
Hot Mix
$235,924
Throw and Roll-Roller
UPM
$237,490
Spray Injection
MWS 90 and LS 9
$251,584
Throw and Roll-Roller
HEI-Way
$255,118
Throw and Roll-Tamp
Hot Mix
$275,627
Throw and Roll-Roller
Perma-Patch
$475,386

102
Throw and Roll-Truck
Tire
Perma-Patch
$552,652
Throw and Roll-Tamp
Perma-Patch
$573,507
Spray Injection
MWS 90 and LS 8
$686,137
Table D.19 Life cycle cost for the large patches in arterial/collector streets for analysis period of
18 months
Method
Material
Cost
Throw and Roll-Tamp
UPM
$112,130
Throw and Roll-Truck
Tire
UPM
$151,157
Throw and Roll-Tamp
HEI-Way
$202,071
Spray Injection
RS 2 and LS 8
$230,796
Throw and Roll-Roller
UPM
$232,616
Spray Injection
MWS 90 and LS 9
$251,584
Throw and Roll-Tamp
Hot Recycled Mix
$258,138
Throw and Roll-Truck
Tire
HEI-Way
$271,380
Throw and Roll-Roller
Hot Mix
$339,730
Throw and Roll-Roller
Hot Recycled Mix
$340,053
Throw and Roll-Roller
HEI-Way
$382,677
Throw and Roll-Tamp
Hot Mix
$413,440
Throw and Roll-Roller
Perma-Patch
$713,079
Throw and Roll-Truck
Tire
Perma-Patch
$828,979
Throw and Roll-Tamp
Perma-Patch
$860,261
Spray Injection
MWS 90 and LS 8
$1,029,206
103
Appendix E: A Guide for Winter Pothole patching
E.1 Throw-and-Roll Patching Method (TR)
Different versions of the throw-and-roll (TR) patching method are available. The step-by-step
procedures for the different versions are described below.
E.1.1 Throw-and-Roll Patching Method with Compaction using Truck Tires (TR-TT)
The recommended steps for the throw-and-roll patching method with compaction using
truck tires (TR-TT) are as follows:
1- Remove dirt, debris, and any standing water. It is recommended to use a back-pack blower to
clean the pothole. If needed, use a shovel to remove large chunks of loose pavement
materials. Make sure that the sides of the pothole are as vertical as possible.
2- Place the patching material with a shovel. The material should mound in the center and taper
down to the edges so that it meets the surrounding pavement edge. Placement should be done
in such a way that there is a crown of 0.25-0.5 inch.
3- Drive the maintenance truck four to eight times over the patch to compact the placed material.
If a depression is present after rolling, additional material must be added and rolled to raise the
patch above the surrounding pavement surface. After the material has been compacted, it
should be verified that a visible crown of about 0.125 in. to 0.25 in. (3 to 6 mm) is present on
the patch.
E.1.2 Throw-and-Roll Patching Method with Compaction using a Tamper (TR-TA)
The recommended steps for the throw-and-roll patching method with compaction using a tamper
(TR-TA) are as follows:
1- Remove dirt, debris, and any standing water. It is recommended to use a back-pack blower or
a compressed air unit (if available) to clean the pothole. If needed, use a shovel to remove
large chunk of loose pavement materials. Make sure to square up the pothole sides so they
are vertical and have in-tact pavement on all sides; use a chisel digging bar, if needed.
2- Heat the pothole using a propane torch when air temperature is much lower than the freezing
temperature (Optional step).
3- Apply a tack coat to the bottom and the sides of the pothole only when using hot mix or hot
recycled mix (Optional step).
4- Place the patching material with a shovel. The material should mound in the center and taper
down to the edges so that it meets the surrounding pavement edge. If hot recycled asphalt
mix is used, the mix temperature should be between 200°F and 320°F.
5- Compact the placed material with a tamper. A 10-inch by 10-inch tamper with a wooden handle
is recommended. Compaction should start from the center of the patch and proceed towards
the outer edges to ensure that the patch is tightly installed against the edge of the existing
pavement. If a pothole is more than 3 inches deep, it should be compacted using multiple lifts,
where each lift is less than 2 inches thick. After the material has been compacted, it should be
verified that a visible crown of about 0.125 in. to 0.25 in. is present on the patch.
6- After compaction, cover the patch with a thin layer of sand before opening the road to traffic.
This will prevent the patching material from adhering to the tires of passing vehicles.
104
E.1.3 Throw-and-Roll Patching Method with Compaction using a Vibratory Roller (TR-VP)
The recommended steps for the throw-and-roll patching method with compaction using a
vibratory plate or roller (TR-VP) are as follows:
1- Remove dirt, debris, and any standing water. It is recommended to use a back-pack blower or
a compressed air unit (if available) to clean the pothole. If needed, use a shovel to remove
large chunk of loose pavement materials. Make sure to square up the pothole sides so they
are vertical and have in-tact pavement on all sides; use a chisel digging bar, if needed.
2- Heat up the pothole with a propane torch unit when air temperature is much lower than the
freezing temperature (Optional step).
3- Apply tack coat to the bottom and the sides of the pothole only when using hot mix or hot
recycled mix (Optional step).
4- Place the patching material with a shovel. The material should mound in the center and taper
down to the edges so that it meets the surrounding pavement edge. If hot recycled asphalt
mix is used, the mix temperature should be between 200°F and 320°F.
5- Compact the placed material using a vibratory plate or roller (a lightweight, single drum hand-
guided vibratory roller or plate can be used for this purpose). Roll the edges first before
compacting the interior of the patch. If a pothole is more than 3 inches deep, it should be
compacted using multiple lifts, where each lift is less than 2 inches thick. For each lift, use a
10” by 10” tamper to compact the material along the edges of the pothole if the vibratory
roller/plate cannot fit inside the pothole. After the material has been compacted, it should be
verified that a visible crown of about 0.125 in. to 0.25 in. is present on the patch.
6- After compaction, cover the patch with a thin layer of sand before opening the road to traffic.
This will prevent the patching material from adhering to the tires of passing vehicles.
E.2 Spray Injection Patching Method (SI)
The recommended steps for the spray injection (SI) patching method are as follows:
1- Remove dirt, debris, and any standing water using air flow from the aggregate delivery
system. If needed, use a shovel to remove large chunks of loose pavement materials.
2- If this method is used for patching potholes when the air temperature is less than 32°F, it is
recommended to heat the pothole using a propane torch.
3- Spray the bottom and sides of the pothole with asphalt emulsion. In addition, spray at least 6
inches past the edge of the patch to create a seal along the edge of the patch. Make sure that
the emulsion temperature in the spray injection unit is ~150
o
F (~65
o
C) prior to spraying.
4- Spray the asphalt emulsion and aggregate mixture into the pothole simultaneously using a
sweeping back and forth motion of the spray injection unit nozzle. Continue spraying
aggregate and binder into the pothole until it has been completely filled and a visible crown
is present 0.25 in. to 0.5 in above the level of the surrounding pavement. It is recommended
to use No. 8 aggregates for patching potholes that have a depth greater than 2 inches.
5- Cover the top of the pothole patch with a layer of aggregate (typically dry stone) to prevent
tracking by the passing vehicles.
Allow the new patch to cure (the color of emulsion will change from brown to black) before
the road is opened to traffic.
105
It is recommended to occasionally clean the end of the spray injection unit nozzle to prevent
it from clogging. This can be accomplished using the heated tips on the spray gun.
In general, the spray injection method should not be used to patch large deep potholes (>3 ft in
length and >3 inches in depth). However, the following steps are recommended for spray
injection patching of a large pothole:
1- Remove dirt, debris, and any standing water using air flow from the aggregate delivery
system. If needed, use a shovel to remove large chunks of loose pavement materials.
2- If this method is used for patching potholes when the air temperature is less than 32°F, it
is recommended to heat the pothole using a propane torch.
3- Spray the bottom and sides of the pothole with asphalt emulsion. In addition, spray at
least 6 inches past the edge of the patch to create a seal along the edge of the patch. Make
sure that the emulsion temperature in the spray injection unit is ~150
o
F (~65
o
C) prior to
spraying.
4- Spray the asphalt emulsion and aggregates mixture into the pothole simultaneously using
a sweeping back and forth motion of the spray injection unit nozzle. Use lifts that are 2-
inch thick and compact using a 10-inch by 10-inch tamper with wooden handle. It is
recommended to use No. 8 aggregates for patching.
5- For the last lift, spray the aggregate and binder into the pothole until it has been completely
filled and a visible crown is present 0.25 inch to 0.5 inch above the level of the surrounding
pavement.
6- Cover the top of the pothole patch with a layer of aggregate (typically dry stone) to
prevent tracking by the passing vehicles.
Allow the new patch to cure (the color of emulsion will change from brown to black) before
the road is opened to traffic.
E.3 Storage and Handling of Cold Asphalt Patching Mix
Special care shall be taken when storing and handling of cold mix asphalt patching material to
keep them clean and dry (particularly at lower temperatures) in order to ensure optimum
performance of installed patches. This can be achieved by storing the cold mix asphalt patching
material in a covered shed. It is also recommended to use an asphalt hot box with temperature
control to transport the cold mix asphalt to the site. The temperature of the cold mix should be
between 60°F (~15°C) and 80°F (~27°C) prior to installation. It is noted that colder temperature
might result in a longer time for the cold mix patch to set and cure, which can affect the
performance and longevity of the patch.
E.4 Storage and Handling of Spray Injection Materials
The following subsections present some recommendations regarding the storage and handling of
aggregates and asphalt emulsions used with the spray injection method.
E.5 Storage and Handling of Aggregates
Special care shall be taken when storing and handling aggregates to keep them clean and dry
(particularly at lower temperatures) in order to improve aggregate flow in the spray injection unit
and ensure optimum performance of the spray injection patches. This can be achieved by storing
106
the aggregates in a covered shed. In order to reduce the amount of dust that is present in the
aggregate, it is recommended to use relatively clean aggregates and minimize the handling
(loading, unloading, and transportation) of the aggregates.
E.6 Storage and Handling of Asphalt Emulsions
It is important to consult the asphalt emulsion producer regarding the specific storage and handling
requirements for a given asphalt emulsion. In general, it is recommended to store an asphalt
emulsion in an insulated tank that is capable of heating and agitating the emulsion. For asphalt
emulsions used with the spray injection method, horizontal tanks or truck distributors with a
relatively small capacity may be appropriate for short-term storage. Regardless of the type of tank
used, it should be kept in a ventilated area to avoid exposure to fumes and vapors.
It is recommended to use the asphalt emulsion within a 30-day period, and the amount of asphalt
emulsion used within the 30-day period can be used to estimate the size of the tank that is needed
to store the asphalt emulsion. In addition, it is recommended to maintain the asphalt emulsion at
~120
o
F (~50
o
C) in the storage tank as repeated heating of the asphalt emulsion to the installation
temperature may cause the asphalt emulsion to separate, resulting in unsatisfactory performance
with the spray injection method. It is also recommended to transfer the asphalt emulsion to the
spray injection unit storage tank one day prior to installation, and increase the temperature of the
asphalt emulsion to ~150
o
F (~65
o
C).
It is recommended to dispose of the old emulsion prior to adding new emulsion to the tank and
clean the tank on a periodic basis to ensure that no clumps of asphalt will accumulate in the tank.
When the asphalt emulsion approaches the end of its shelf life, some agencies reported mixing one
bottle of Dawn dish soap with 5 gallons of water and add the soap/water mixture to the 250-gallon
asphalt emulsion tank on the spray injection unit to extend the life of the asphalt emulsion.
However, these practices to extend the life of the asphalt emulsion were not recommended by the
asphalt emulsion suppliers.
